- 01
- Oct
ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરતી વખતે અવગણી શકાય નહીં તેવી સાત પસંદગીઓ
ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરતી વખતે અવગણી શકાય નહીં તેવી સાત પસંદગીઓ
1. ગરમીની depthંડાઈ અને વિસ્તારની પસંદગી:
જો હીટિંગની depthંડાઈ ,ંડી હોય, વિસ્તાર મોટો હોય, અને એકંદર ગરમી, ઉચ્ચ શક્તિ અને ઓછી આવર્તન સાથે ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ; ગરમીની depthંડાઈ છીછરી છે, વિસ્તાર નાનો છે, અને સ્થાનિક ગરમીનો ઉપયોગ થાય છે. પ્રમાણમાં ઓછી શક્તિ અને ઉચ્ચ આવર્તનવાળા ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ.
2. સેન્સિંગ ઘટકો અને સાધનો વચ્ચે જોડાણ અંતરની પસંદગી:
જોડાણ લાંબુ છે, અને વોટર-કૂલ્ડ કેબલનો ઉપયોગ જોડાણ માટે થાય છે. પ્રમાણમાં powerંચી શક્તિવાળા ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ.
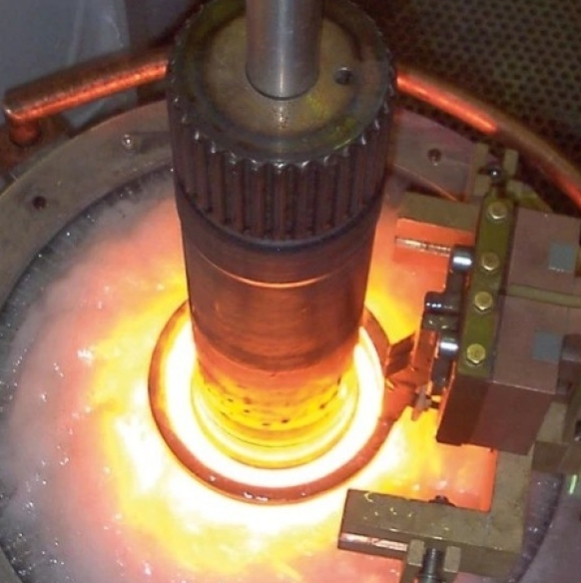
ઇન્ડક્શન હીટિંગ સાધનો
3. ગરમ કરવા માટે વર્કપીસના આકાર અને કદની પસંદગી:
મોટા વર્કપીસ, બાર અને નક્કર સામગ્રી માટે, પ્રમાણમાં powerંચી શક્તિ અને ઓછી આવર્તનવાળા ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ કરવો જોઈએ; પ્લેટો, નાના વર્કપીસ, પાઈપો, ગિયર્સ, વગેરે માટે, પ્રમાણમાં ઓછી શક્તિ અને ઉચ્ચ આવર્તનવાળા ઇન્ડક્શન હીટિંગ સાધનોનો ઉપયોગ કરવો જોઈએ.
4. પ્રક્રિયા પસંદગી:
સામાન્ય રીતે કહીએ તો, શમન, વેલ્ડીંગ અને અન્ય પ્રક્રિયાઓ માટે, પ્રમાણમાં ઓછી શક્તિ અને ઉચ્ચ આવર્તન પસંદ કરી શકાય છે; ટેમ્પરિંગ, એનેલીંગ અને અન્ય પ્રક્રિયાઓ, સંબંધિત શક્તિ વધારે પસંદ કરવામાં આવે છે, અને આવર્તન ઓછી હોય છે; લાલ પંચિંગ, હોટ ફોર્જિંગ, સ્મેલ્ટિંગ, વગેરેની સંપૂર્ણ જરૂર છે સારી થર્મલ અસરવાળી પ્રક્રિયા માટે, શક્તિ મોટી હોવી જોઈએ અને આવર્તન ઓછી હોવી જોઈએ.
5. વર્કપીસની સામગ્રી પસંદગી:
ધાતુની સામગ્રીઓમાં, ઉચ્ચ ગલનબિંદુ પ્રમાણમાં મોટું છે, નીચલું ગલનબિંદુ પ્રમાણમાં નાનું છે; નીચી પ્રતિકારકતા વધારે છે, અને ઉચ્ચ પ્રતિકારકતા ઓછી છે, અને તેથી.
છ, હીટિંગ સ્પીડની પસંદગી:
Heatingંચી ગરમીની ઝડપ માટે, પ્રમાણમાં મોટી શક્તિ અને પ્રમાણમાં ઓછી આવર્તનવાળા ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ.
7. સાધનોના સતત કાર્યકારી સમયની પસંદગી:
જો સતત કામ કરવાનો સમય લાંબો હોય, તો થોડી મોટી શક્તિ સાથે ઇન્ડક્શન હીટિંગ સાધનો પસંદ કરવા જોઈએ. તેનાથી વિપરીત, પ્રમાણમાં નાની શક્તિવાળા સાધનો પસંદ કરવા જોઈએ.