- 02
- Apr
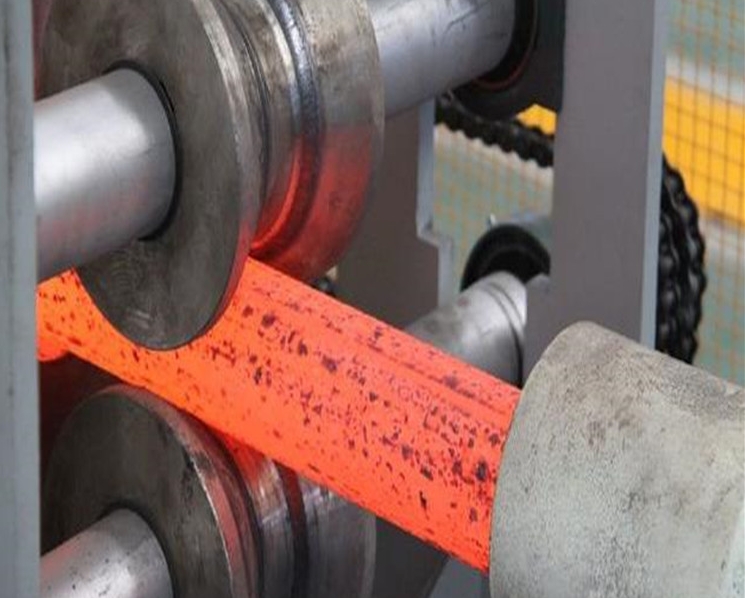
Yuvarlak Çelik İndüksiyon Ocağı Dövme Özellikleri
Yuvarlak Çelik İndüksiyon Ocağı Dövme Özellikleri
Yuvarlak çeliği dövme için indüksiyon ocağında yuvarlak çeliği ısıtma sürecinde, yuvarlak çeliğin yüzeyi ile çekirdek arasında ısıtma hızında belirli bir fark vardır. Isıtma sıcaklığı farkı yeterince büyükse, yuvarlak çeliğin yüzeyi eritilebilir ve yuvarlak çeliğin çekirdeği ısıtılmamıştır. Dövme işlemi, genellikle yuvarlak çelik çekirdeğin siyah çekirdeği olarak bilinen sıcaklık gerektirir. Tüm yuvarlak çelik bölümün sıcaklık farkının tutarlı olmasını sağlamak için, dövme yuvarlak çelik endüksiyon ocağının tasarımında, sıcaklık farkının olmasını sağlamak için yuvarlak çeliği ısıtmak için bir eşitleme işlemi olmalıdır. yuvarlak çelik çekirdeğin yüzeyi proses gereksinimlerini karşılar. Bu, iyi ısıtma özellikleri elde etmek için ısıtma sırasında yuvarlak çeliğin eşit sıcaklığını sağlamak için dövme yuvarlak çelik endüksiyon fırınının tasarım ısıtma bobini üzerinde özel bir tasarım yöntemi gerektirir.
Dövme yuvarlak çelik indüksiyon ocağı özellikleri:
1. Dövme yuvarlak çelik indüksiyon ocağı, orta frekanslı indüksiyon rezonans güç kaynağı, temassız ısıtma ile kontrol edilir, ısıtma iş parçası eşit şekilde ısıtılır ve sıcaklık hızla yükselir;
2. Yüksek ısıtma verimliliği ve hızlı ısıtma hızı ile özenle tasarlanmış dövme yuvarlak çelik indüksiyon ocağı indüktörü;
3. Yuvarlak çelik, kullanıcının işlemine göre bir bütün olarak veya yerel olarak ısıtılabilir ve ısıtma esnek ve kullanışlıdır;
4. Dövme yuvarlak çelik indüksiyon ocağının çalışması sırasında hiçbir zararlı gaz veya nesne üretilmez ve enerji tüketimi düşüktür;
5. Hızlı ve kullanımı kolay olan silindir otomatik itme cihazı benimsenmiştir.
6. Dövme yuvarlak çelik endüksiyon ekipmanı, iyi bir enerji tasarrufu etkisine sahiptir, elektrik ve enerjiden %10’dan fazla tasarruf sağlar ve çok az harmonik kirliliğe sahiptir.
7. Dövme yuvarlak çelik indüksiyon ekipmanı, kararlı çalışma, uzun hizmet ömrü, sabit ısıtma sıcaklığı ve çekirdek ile yüzey arasındaki küçük sıcaklık farkına sahiptir.
8. Yuvarlak çelik endüksiyon ekipmanı, kompakt yapı, küçük ayak izi dövme rasyonel tasarımı;
9. Karmaşık şekillere sahip iş parçaları için, Haishan elektrikli fırını ayrıca indüktörü özelleştirebilir ve dövme yuvarlak çelik endüksiyon ekipmanı da uygulanabilir;
10. Dövme yuvarlak çelik endüksiyon ekipmanı Yeni tasarım tarafından işlenen yuvarlak çelikte deformasyon ve çatlak yoktur.
11. Yuvarlak çelik endüksiyon ekipmanı Hızlı ısıtma, yuvarlak çeliğin gerekli sıcaklığı çok kısa sürede elde etmesini sağlayabilir, bu nedenle çok az ölçek vardır.
12. Yuvarlak çelik endüksiyon ekipmanlarının dövülmesi PLC insan-makine arayüzü tarafından kontrol edilen, işçilikten tasarruf sağlayan ve üretim verimliliğini artıran mekanizasyon ve otomasyonu gerçekleştirmek kolaydır.