- 11
- Apr
ഇൻഡക്ഷൻ തപീകരണ ചൂളയ്ക്കായി കാസ്റ്റബിൾ
ഇൻഡക്ഷൻ തപീകരണ ചൂളയ്ക്കായി കാസ്റ്റബിൾ
ഇൻഡക്ഷൻ തപീകരണ ചൂളയ്ക്കുള്ള കാസ്റ്റബിൾ സീരീസ് റിഫ്രാക്റ്ററി മെറ്റീരിയലുകൾ വിവരണം: ഈ റിഫ്രാക്ടറി ഉൽപ്പന്നത്തിന് കോംപാക്റ്റ് ഘടന, മികച്ച ഉയർന്ന താപനില പ്രകടനം, നല്ല തെർമൽ ഷോക്ക് സ്ഥിരത, പുറംതൊലി പ്രതിരോധം, സൗകര്യപ്രദമായ നിർമ്മാണം എന്നിവയുണ്ട്. ഇൻഡക്ഷൻ തപീകരണ ചൂളകളുടെ ഇൻസുലേഷൻ ലൈനിംഗിനാണ് ഇത് പ്രധാനമായും ഉപയോഗിക്കുന്നത്. , വർക്കിംഗ് ലൈനിംഗ് മുതലായവ. അല്ലെങ്കിൽ നേരിട്ട് ഉപയോഗത്തിനായി മുൻകൂട്ടി തയ്യാറാക്കിയ ഭാഗങ്ങളിൽ ഒഴിച്ചു.

വിശദമായ വിവരണം
സ്റ്റീൽ റോളിംഗ് അല്ലെങ്കിൽ ഫോർജിംഗ് സമയത്ത് ബില്ലറ്റുകളോ ചെറിയ സ്റ്റീൽ ഇൻഗോട്ടുകളോ ചൂടാക്കാൻ ഉപയോഗിക്കുന്ന ഒരു താപ ഉപകരണമാണ് ഇൻഡക്ഷൻ തപീകരണ ചൂള. ഇൻഡക്ഷൻ തപീകരണ ചൂളയുടെ ഫർണസ് ബോഡി ചൂളയുടെ മതിൽ, ചൂളയുടെ അടിഭാഗം, ചൂളയുടെ മുകൾഭാഗം എന്നിവ ചേർന്നതാണ്. ഇതിന്റെ താപനില ഉയർന്നതല്ല, സാധാരണയായി 1400 ഡിഗ്രി സെൽഷ്യസിൽ താഴെയാണ്. തുടർച്ചയായ അല്ലെങ്കിൽ വാർഷിക ഇൻഡക്ഷൻ ചൂടാക്കൽ ചൂളകൾക്ക്, ഓരോ ഭാഗത്തിന്റെയും ചൂളയുടെ താപനില അടിസ്ഥാനപരമായി സ്ഥിരമാണ്. താഴ്ന്ന ഊഷ്മാവ്, ഇടത്തരം ഊഷ്മാവ്, ഉയർന്ന ഊഷ്മാവ് എന്നിങ്ങനെ മൂന്ന് സോണുകളായി തിരിക്കാം, അവയെ യഥാക്രമം പ്രീഹീറ്റിംഗ് സോൺ, ഹീറ്റിംഗ് സോൺ, സോക്കിംഗ് സോൺ എന്ന് വിളിക്കുന്നു. അവ യഥാക്രമം 800~900℃, 1150~1200℃, 1200~1300℃ എന്നിവയാണ്. ഫർണസ് ലൈനിംഗിന്റെ കേടുപാടുകൾ പ്രധാനമായും ചൂളയുടെ ഇടയ്ക്കിടെയുള്ള പ്രവർത്തനവും അടച്ചുപൂട്ടലും മൂലമുണ്ടാകുന്ന താപനിലയിലെ ഏറ്റക്കുറച്ചിലുകൾ മൂലമാണ്, ഇത് ഫർണസ് ലൈനിംഗിന്റെ രൂപഭേദം വരുത്തുന്നതിനും തെർമൽ സ്പാലിംഗിനും കാരണമാകുന്നു. ഉരുകിയ ഇരുമ്പ് ഓക്സൈഡ് സ്ലാഗും ഇഷ്ടികയും തമ്മിലുള്ള രാസപ്രവർത്തനം മൂലമാണ് ചൂളയുടെ അടിഭാഗത്തും ചൂളയുടെ ഭിത്തിയുടെ വേരിലും കേടുപാടുകൾ സംഭവിക്കുന്നത്. അതിനാൽ, വിവിധ ഭാഗങ്ങളുടെ വ്യത്യസ്ത വ്യവസ്ഥകൾ അനുസരിച്ച് വ്യത്യസ്ത റിഫ്രാക്റ്ററി വസ്തുക്കൾ തിരഞ്ഞെടുക്കണം.
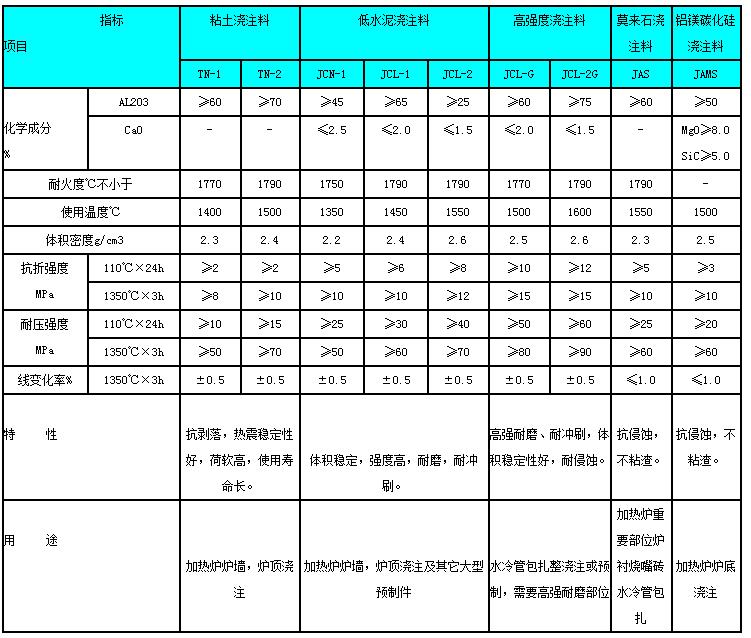
സാങ്കേതിക സൂചിക: