- 10
- Oct
સપાટી સખ્તાઇ ઉપરાંત, ઇન્ડક્શન હીટિંગ ફર્નેસમાં અન્ય કઈ એપ્લિકેશનો હોય છે?
સપાટી સખ્તાઇ ઉપરાંત, ઇન્ડક્શન હીટિંગ ફર્નેસમાં અન્ય કઈ એપ્લિકેશનો હોય છે?
સપાટી સખ્તાઇ ઉપરાંત, ઇન્ડક્શન હીટિંગ ભઠ્ઠીઓ નીચેના પાસાઓમાં પણ વપરાય છે:
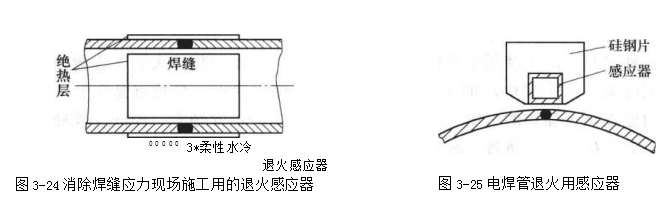
(1) સ્ટ્રેસ રિલિફ અને નોર્મલાઇઝેશન આકૃતિ 3-24 એક લવચીક વોટર-કૂલ્ડ કોઇલ દર્શાવે છે જે કેસીંગના બટ વેલ્ડને લપેટી લે છે, અને વેલ્ડીંગ પોઝિશન પર તાણ રાહત અથવા એનેલીંગ કરે છે. આકૃતિ 3-25 બટ-વેલ્ડેડ પાઈપોના રેખાંશ સતત વેલ્ડ્સને એનિલ કરવા માટે સિલિકોન સ્ટીલ શીટ્સથી સજ્જ રેખીય ઇન્ડક્ટર બતાવે છે. રેખીય ઇન્ડક્ટર વેલ્ડને તાપમાનથી ઉપર ગરમ કરે છે, જેથી માળખું પુનઃસ્થાપિત થાય. ટ્રેક્ટરના હાઇ-પ્રેશર ટ્યુબિંગના બંને છેડા ભડકેલા હોય છે (20 સ્ટીલ), અને પાવડાના માથા પરના દાણાને સામાન્ય સ્થિતિમાં લાવવા માટે ઇન્ડક્શન નોર્મલાઇઝિંગનો પણ ઉપયોગ થાય છે.
(2) પેનિટ્રેશન ક્વેન્ચિંગ અને ટેમ્પરિંગ ઓઇલ વેલ એન્જિનિયરિંગ માટે પાઇપ્સ, બાહ્ય વ્યાસ Φ60~Φ410 ની વચ્ચે છે, દિવાલની જાડાઈ 5~16mm વચ્ચે છે અને 1000Hz ઇન્ટરમીડિયેટ ફ્રીક્વન્સી પાવર સપ્લાયનો ઉપયોગ પેનિટ્રેશન હીટિંગ ક્વેન્ચિંગ અને ટેમ્પરિંગ માટે કરવામાં આવ્યો છે (600~ 700 ℃) તે મધ્યવર્તી આવર્તન પાવર સપ્લાય સાથે પણ હાથ ધરવામાં આવે છે. ડાયથર્મી ભઠ્ઠીઓમાં સ્ક્રુ બ્લેન્ક્સનું સખત અને ટેમ્પરિંગ પણ સફળતાપૂર્વક ઉપયોગમાં લેવાય છે.
(3) ટ્યુબ દોરવા માટે ઇન્ડક્શન હીટિંગનો ઉપયોગ થાય છે. કોલ્ડ ડ્રોન ટ્યુબનો વ્યાસ ઠંડા સ્થિતિમાં ઘટાડો થાય છે, અને ઘટાડો દર વખતે નાનો હોય છે, એનલિંગ અને અથાણાં ઉપરાંત, પ્રક્રિયા જટિલ છે. ટ્યુબ દોરવા માટે ઇન્ડક્શન હીટિંગનો ઉપયોગ વ્યાસમાં 1.5 ગણો વધારો કરી શકે છે, અને એનેલીંગ, અથાણાં અને અન્ય પ્રક્રિયાઓને દૂર કરી શકે છે.