- 10
- Oct
ഉപരിതല കാഠിന്യം കൂടാതെ, ഇൻഡക്ഷൻ തപീകരണ ചൂളകൾക്ക് മറ്റ് എന്തെല്ലാം ആപ്ലിക്കേഷനുകൾ ഉണ്ട്?
ഉപരിതല കാഠിന്യം കൂടാതെ, ഇൻഡക്ഷൻ തപീകരണ ചൂളകൾക്ക് മറ്റ് എന്തെല്ലാം ആപ്ലിക്കേഷനുകൾ ഉണ്ട്?
ഉപരിതല കാഠിന്യം കൂടാതെ, ഇൻഡക്ഷൻ തപീകരണ ചൂളകൾ ഇനിപ്പറയുന്ന വശങ്ങളിലും ഉപയോഗിക്കുന്നു:
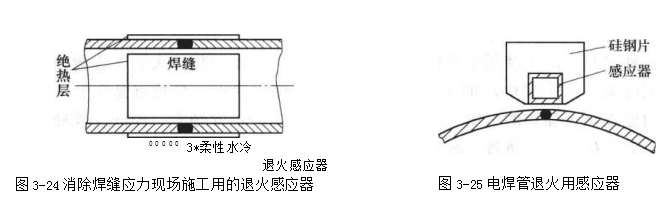
(1) സ്ട്രെസ് റിലീഫും നോർമലൈസേഷനും ചിത്രം 3-24 ഒരു ഫ്ലെക്സിബിൾ വാട്ടർ-കൂൾഡ് കോയിൽ കാണിക്കുന്നു, അത് ഒരു കേസിംഗിന്റെ ബട്ട് വെൽഡിനെ പൊതിഞ്ഞ്, വെൽഡിംഗ് സ്ഥാനത്ത് സ്ട്രെസ് റിലീഫ് അല്ലെങ്കിൽ അനീലിംഗ് നടത്തുന്നു. ബട്ട്-വെൽഡിഡ് പൈപ്പുകളുടെ രേഖാംശ തുടർച്ചയായ വെൽഡുകൾ അനീലിംഗിനായി സിലിക്കൺ സ്റ്റീൽ ഷീറ്റുകൾ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്ന ഒരു ലീനിയർ ഇൻഡക്റ്റർ ചിത്രം 3-25 കാണിക്കുന്നു. ലീനിയർ ഇൻഡക്റ്റർ വെൽഡിനെ താപനിലയ്ക്ക് മുകളിലായി ചൂടാക്കുന്നു, അങ്ങനെ ഘടന വീണ്ടും ക്രിസ്റ്റലൈസ് ചെയ്യുന്നു. ട്രാക്ടറിന്റെ ഉയർന്ന മർദ്ദമുള്ള ട്യൂബിന്റെ രണ്ട് അറ്റങ്ങളും ജ്വലിക്കുന്നു (20 സ്റ്റീൽ), കൂടാതെ കോരികയുടെ തലയിലെ ധാന്യങ്ങൾ സാധാരണ നിലയിലാക്കാൻ ഇൻഡക്ഷൻ നോർമലൈസിംഗ് ഉപയോഗിക്കുന്നു.
(2) ഓയിൽ വെൽ എഞ്ചിനീയറിംഗിന് തുളച്ചുകയറുന്നതിനും ടെമ്പറിംഗ് ചെയ്യുന്നതിനുമുള്ള പൈപ്പുകൾ, പുറം വ്യാസം Φ60~Φ410-നും മതിലിന്റെ കനം 5~16mm-നും ഇടയിലാണ്, കൂടാതെ 1000Hz ഇന്റർമീഡിയറ്റ് ഫ്രീക്വൻസി പവർ സപ്ലൈ പെനട്രേഷൻ ഹീറ്റിംഗ് കാൻച്ചിംഗിനും ടെമ്പറിങ്ങിനും ഉപയോഗിച്ചിട്ടുണ്ട് (600 ~ 700 ℃) ഇത് ഒരു ഇന്റർമീഡിയറ്റ് ഫ്രീക്വൻസി പവർ സപ്ലൈ ഉപയോഗിച്ചും നടത്തുന്നു. സ്ക്രൂ ബ്ലാങ്കുകളുടെ കാഠിന്യവും ടെമ്പറിംഗും ഡയതെർമി ഫർണസുകളിലും വിജയകരമായി ഉപയോഗിച്ചു.
(3) ട്യൂബ് വരയ്ക്കാൻ ഇൻഡക്ഷൻ ചൂടാക്കൽ ഉപയോഗിക്കുന്നു. തണുത്ത വരച്ച ട്യൂബിന്റെ വ്യാസം തണുത്ത അവസ്ഥയിൽ കുറയുന്നു, ഓരോ തവണയും കുറയ്ക്കൽ ചെറുതാണ്, അനീലിംഗ്, അച്ചാറിങ്ങ് എന്നിവയ്ക്ക് പുറമേ, പ്രക്രിയ സങ്കീർണ്ണമാണ്. ട്യൂബ് വരയ്ക്കാൻ ഇൻഡക്ഷൻ താപനം ഉപയോഗിക്കുന്നത് വ്യാസം കുറയ്ക്കുന്നത് 1.5 മടങ്ങ് വർദ്ധിപ്പിക്കും, കൂടാതെ അനീലിംഗ്, അച്ചാർ, മറ്റ് പ്രക്രിയകൾ എന്നിവ ഇല്ലാതാക്കും.