- 28
- Dec
Acéllemez oltó berendezés
Acéllemez oltó berendezés
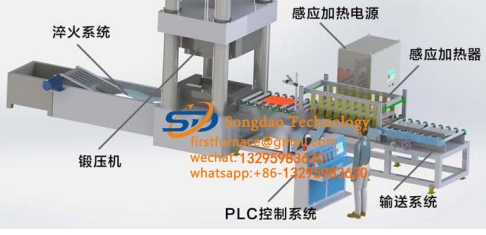
Az acéllemez és lemezhűtő gyártósor főként köztes frekvenciájú tápegységből áll, indukciós indukciós rendszer, oltó permetező rendszer, zárt hurkú hőmérséklet-szabályozó rendszer, bemeneti és kimeneti rendszer stb. Az indukciós módszer a modern gépgyártó ipar egyik fő felülethűtési módszere. Számos előnye van, mint például a jó minőség, gyors sebesség, kevesebb oxidáció, alacsony költség, jó munkakörülmények, valamint a gépesítés és automatizálás egyszerű megvalósítása.
Az acéllemez oltóberendezés szerkezeti jellemzői:
(1) Acéllemez oltóberendezés induktora: egy nagy belső átmérőjű tekercset tiszta rézcsővel tekernek fel. A rézcsövet szigetelőréteggel burkolják, és működés közben vízzel hűtik.
(2) Léptető mechanizmus: Az érzékelő rögzített és a mozgatható vezetősín hőálló rozsdamentes acélcsőből készül, és működés közben vízzel hűtik. A tartókeret profilacéllal van hegesztve. A frekvenciatovábbító mechanizmus hidraulikus átvitelt alkalmaz. Az egyik hidraulikus henger a mozgatható vezetősínt fel-le mozgatja, a másik hidraulikus henger pedig a frekvenciatovábbító mechanizmust egy anyagtávolsággal előremozgatja, amit a lökethatárkapcsoló reteszelése vezérel. Állítsa be a kapcsoló helyzetét, hogy meghatározott hosszúságú üres lapokat küldjön. Az adagolási ciklus idejét az időkapcsoló szabályozza, és a beállítási érték módosítható a nyersdarab fűtési hőmérsékletének és termelékenységének beállításához.
(3) Acéllemez oltóberendezés kemenceváza: Modelacél hegesztésével készül, és az érzékelőt, a léptetőszerkezetet és a működést vezérlő berendezést egy egészként szerelik fel rá.
(4) Melegítési teljesítmény és hűtési idő; nagymértékben javítja a fűtési termékek minőségét és a fűtési ismételhetőséget, és egyszerűsíti a dolgozók működési technológiáját.
(5) Az acéllemezes indukciós keményítő kemence köztes frekvenciájú indukciós fűtési teljesítményszabályozást, teljes digitális beállítást, érintőképernyős üzemmódot és nagy hatékonyságot alkalmaz.