- 28
- Dec
鋼板焼入れ装置
鋼板焼入れ装置
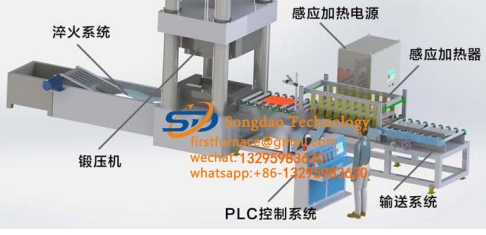
鋼板およびプレート焼入れ生産ラインは、主に中間周波数電源で構成されています。 誘導誘導システム、急冷スプレーシステム、閉ループ温度制御システム、入力および出力システムなど。誘導法は、現代の機械製造業における主要な表面急冷法です。 優れた品質、高速、酸化の低減、低コスト、良好な作業条件、機械化と自動化の容易な実現など、一連の利点があります。
鋼板焼入れ装置の構造特性:
(1)鋼板焼入れ装置インダクター:内径の大きいコイルに純銅管を巻いたもの。 銅管は絶縁層で包まれており、運転中は水で冷却されます。
(2)ステッピング機構:センサーは固定されており、可動ガイドレールは耐熱ステンレス鋼管でできており、作動中は水で冷却されます。 サポートフレームは断面鋼で溶接されています。 周波数前進機構は油圧トランスミッションを採用しています。 一方の油圧シリンダーは可動ガイドレールを上下に動かし、もう一方の油圧シリンダーは、ストロークリミットスイッチのインターロックによって制御される物質的な距離だけ周波数前進メカニズムを前進させます。 スイッチの位置を調整して、特定の長さの範囲のブランクを送信します。 給餌サイクルタイムはタイムブレーカーで制御し、設定値を変更してブランクの加熱温度や生産性を調整することができます。
(3)鋼板焼入れ装置の炉枠:模型鋼を溶接したもので、センサー、ステッピング機構、運転制御装置を搭載して全体を構成している。
(4)加温力と冷却時間。 加熱製品の品質と加熱の再現性を大幅に向上させ、作業者の操作技術を簡素化します。
(5)鋼板誘導硬化炉は、中間周波数誘導加熱電力制御、フルデジタル設定、タッチスクリーン操作モード、および高効率を採用しています。