- 30
- Aug
Шағын диаметрлі болат құбырлар үшін жоғары жиілікті индукциялық қыздыру ауыз қуысын күйдіру
Жоғары жиілік индукциялық қыздыру ауызды жасыту for small diameter steel pipes

Шағын диаметрлі болат құбыр тартылғаннан кейін суық жұмыс қатаюына ұшырайды. Келесі процесте ауызды жабу үшін диаметрі кіші болат құбырдың аузын қайта кристалдандырып, күйдіру керек. Шағын диаметрлі болат құбырдың материалы төмен көміртекті болат, қабырғасының қалыңдығы 0.25 ~ 0.4 мм, ал күйдіру бөлігінің ұзындығы 10 ~ 14 мм, сондықтан жоғары жиілікті ток индукциялық қыздыру күйдіру қолданылады. Бұрынғы жылытуға және күйдіруге төзімді пешті қолданумен салыстырғанда өнімділік 12 еседен астам артады, энергия шығыны 60% -70% азаяды, өнімнің сапасы жақсарады, ал қабылдамау жылдамдығы 0.1% -дан төмендейді. қарсыласу пеші 0.02%дейін, ал жұмыс қарапайым. , Еңбек жағдайлары да жақсартылды.
1. Жоғары жиілікті индукциялық қыздыру ауыз қуысын күйдірудің қыздыру уақыты
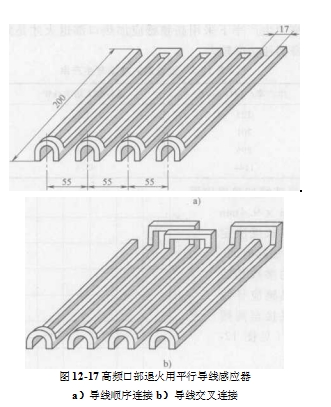
Реттік қыздыру уақыты индуктордың ұзындығымен және индуктор арқылы кіші диаметрлі болат құбырдың өту жылдамдығымен анықталады. Эксперимент арқылы қыздыру уақыты 6s диапазонында бірдей өнімділікке қол жеткізе алады және 6 қатарлы жоғары жиілікті күйдіру машинасында 8 ~ 8s құрайды.
2. Жоғары жиілікті индукциялық қыздыру аузын күйдірудің энергия шығыны
Жеткілікті жоғары өнімділік кезінде жоғары жиілікті индукциялық жылытатын ауыз қуысын күйдіру тиімді. Себебі, жоғары жиілікті генератордың өзі көп қуатты тұтынады.