- 23
- Sep
ਸਕੇਟਬੋਰਡ ਨੋਜਲ ਦੀ ਰਚਨਾ ਅਤੇ ਵਰਤੋਂ ਦੇ ਹੁਨਰ
ਸਕੇਟਬੋਰਡ ਨੋਜਲ ਦੀ ਰਚਨਾ ਅਤੇ ਵਰਤੋਂ ਦੇ ਹੁਨਰ
ਸਲਾਈਡਿੰਗ ਨੋਜਲ ਉਪਰਲੀ ਅਤੇ ਹੇਠਲੀ ਸਲਾਈਡਿੰਗ ਪਲੇਟਾਂ ਅਤੇ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਨੋਜ਼ਲਾਂ ਲਈ 4 ਰਿਫ੍ਰੈਕਟਰੀ ਇੱਟਾਂ ਦੀ ਬਣੀ ਹੋਈ ਹੈ. ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਹਰੇਕ ਲੱਡੂ ਨੂੰ ਡੋਲ੍ਹਣਾ ਉਪਰਲੀ ਅਤੇ ਹੇਠਲੀ ਸਲਾਈਡਿੰਗ ਪਲੇਟਾਂ ਅਤੇ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਨੋਜ਼ਲਾਂ ਵਿੱਚੋਂ ਲੰਘਣਾ ਚਾਹੀਦਾ ਹੈ, ਇਸ ਲਈ ਉਹ ਬਹੁਤ ਸਖਤ ਹਨ. ਪਹਿਲਾਂ, ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਸਥਿਰ ਦਬਾਅ ਦਾ ਸਾਮ੍ਹਣਾ ਕਰਨ ਲਈ ਉੱਚ ਤਾਪਮਾਨਾਂ ਤੇ ਉਨ੍ਹਾਂ ਕੋਲ ਲੋੜੀਂਦੀ ਤਾਕਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਦੂਜਾ, ਉਪਰਲੀ ਅਤੇ ਹੇਠਲੀ ਸਲਾਈਡਿੰਗ ਪਲੇਟਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ. ਸਲਾਈਡਿੰਗ ਸਤਹ ਬਹੁਤ ਹੀ ਨਿਰਵਿਘਨ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਸਮਤਲਤਾ ਉੱਚੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਤੰਗ ਸੰਪਰਕ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਡੋਲ੍ਹਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਕੋਈ ਪਿਘਲਾ ਹੋਇਆ ਸਟੀਲ ਲੀਕ ਨਹੀਂ ਹੁੰਦਾ, ਬਲਕਿ ਇਹ ਵੀ rosionਾਹ, ਕਟਾਈ ਅਤੇ ਚੰਗੀ ਥਰਮਲ ਸਥਿਰਤਾ ਪ੍ਰਤੀ ਰੋਧਕ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਤਾਂ ਕਿ ਅਚਾਨਕ ਟਾਕਰਾ ਕੀਤਾ ਜਾ ਸਕੇ. ਤਾਪਮਾਨ ਵਿੱਚ ਬਦਲਾਅ. Rosionਾਹ ਅਤੇ ਸਲੈਗ rosionਾਹ.
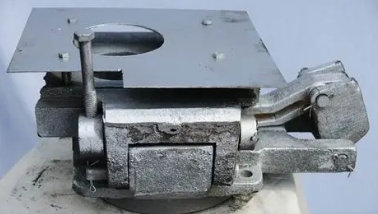
ਸਲਾਈਡਿੰਗ ਨੋਜਲ ਉਪਕਰਣ ਉਪਰੋਕਤ ਅਤੇ ਹੇਠਲੀਆਂ ਸਲਾਈਡ ਪਲੇਟਾਂ ਤੋਂ ਬਣਿਆ ਹੋਇਆ ਹੈ ਜੋ ਰਿਫ੍ਰੈਕਟਰੀ ਸਮਗਰੀ ਅਤੇ ਇੱਕ ਮਕੈਨੀਕਲ ਡਰਾਈਵ structureਾਂਚੇ ਨਾਲ ਬਣਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਲਾਡਲ ਦੇ ਤਲ ਦੇ ਬਾਹਰ ਸਥਾਪਤ ਕੀਤਾ ਗਿਆ ਹੈ. ਉਪਰਲੀ ਸਲਾਈਡ ਸਥਿਰ ਹੈ, ਅਤੇ ਹੇਠਲੀ ਸਲਾਈਡ ਚਲਣਯੋਗ ਹੈ. ਸਕੇਟਬੋਰਡਿੰਗ ਵਿਧੀ ਦੇ ਅਨੁਸਾਰ, ਇਸਨੂੰ ਤਿੰਨ ਸ਼੍ਰੇਣੀਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ
1) ਰੇਖਿਕ ਪਰਸਪਰ ਪ੍ਰਕਾਰ ਦੀ ਕਿਸਮ;
2) ਲੀਨੀਅਰ ਪ੍ਰੋਪਲਸ਼ਨ ਕਿਸਮ;
3] ਰੋਟਰੀ ਕਿਸਮ.
ਪੁੱਲ ਰਾਡ ਨੂੰ ਚਲਾਉਣ ਨਾਲ, ਸਲਾਈਡਿੰਗ ਪਲੇਟ ਇੱਕ ਸਿੱਧੀ ਲਾਈਨ ਵਿੱਚ ਅੱਗੇ ਅਤੇ ਪਿੱਛੇ ਸਲਾਈਡ ਕਰਦੀ ਹੈ. ਜਦੋਂ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਸਲਾਈਡਿੰਗ ਪਲੇਟ ਦੇ ਬਲਾਕਾਂ ‘ਤੇ ਕਾਸਟਿੰਗ ਹੋਲ ਡਿੱਗ ਜਾਂਦੇ ਹਨ, ਉਪਰਲਾ ਨੋਜਲ ਮੋਰੀ ਡਰੇਨੇਜ ਰੇਤ ਨਾਲ ਭਰਿਆ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਲੱਡੂ ਨੂੰ ਸਟੀਲ ਨਾਲ ਲੋਡ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ; ਜਦੋਂ ਕਾਸਟਿੰਗ ਹੋਲ ਓਵਰਲੈਪ ਹੋ ਜਾਂਦੇ ਹਨ, ਡਰੇਨੇਜ ਰੇਤ ਆਪਣੇ ਆਪ ਬਾਹਰ ਨਿਕਲ ਜਾਂਦੀ ਹੈ. ਡੋਲ੍ਹਣਾ, ਅਤੇ ਡੋਲ੍ਹਣ ਦੀ ਗਤੀ ਨੂੰ ਕਾਸਟਿੰਗ ਹੋਲਾਂ ਦੇ ਓਵਰਲੈਪ ਦੀ ਡਿਗਰੀ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.
ਸਲਾਈਡਿੰਗ ਪਲੇਟ ਇੱਕ ਮੁੱਖ ਭਾਗ ਹੈ ਜੋ ਸਲਾਈਡਿੰਗ ਨੋਜਲ ਦੇ ਕਾਰਜ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ, ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਨਿਯੰਤਰਣ ਅਤੇ ਨਿਯੰਤ੍ਰਿਤ ਕਰਨ ਦੀ ਭੂਮਿਕਾ ਅਦਾ ਕਰਦਾ ਹੈ. ਉੱਚ-ਤਾਪਮਾਨ ਦੇ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ (ਖਾਸ ਕਰਕੇ ਕਾਸਟਿੰਗ ਮੋਰੀ) ਦੇ ਨਾਲ ਸਲਾਈਡਿੰਗ ਪਲੇਟ ਦੇ ਵਾਰ-ਵਾਰ ਸੰਪਰਕ ਦੇ ਕਾਰਨ, ਖੋਰ ਦਾ ਨੁਕਸਾਨ ਗੰਭੀਰ ਹੈ ਅਤੇ ਵਰਤੋਂ ਦੀਆਂ ਸਥਿਤੀਆਂ ਕਠੋਰ ਹਨ. ਸਕੇਟਬੋਰਡ ਨੂੰ ਉੱਚ ਪ੍ਰਦਰਸ਼ਨ, ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਪੀਲਿੰਗ ਪ੍ਰਤੀਰੋਧ ਵਰਗੇ ਚੰਗੇ ਪ੍ਰਦਰਸ਼ਨ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ. ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ, ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰੋ ਕਿ ਸਕੇਟਬੋਰਡਸ ਦੇ ਵਿੱਚ ਕੋਈ ਪਿਘਲਾ ਹੋਇਆ ਸਟੀਲ ਲੀਕ ਨਾ ਹੋਵੇ. ਸਕੇਟਬੋਰਡ ਵਿੱਚ ਹੇਠ ਲਿਖੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ:
(1) ਸਲਾਈਡਿੰਗ ਸਤਹ F0.05mm ਦੀ ਸਮਤਲਤਾ;
(2) ਉੱਚ ਮਕੈਨੀਕਲ ਤਾਕਤ;
(3) ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਸਲੈਗ ਲਈ ਮਜ਼ਬੂਤ ਖੋਰ ਪ੍ਰਤੀਰੋਧ;
(4) ਸ਼ਾਨਦਾਰ ਐਂਟੀ-ਆਕਸੀਕਰਨ ਕਾਰਗੁਜ਼ਾਰੀ;
(5) ਚੰਗੀ ਥਰਮਲ ਸਦਮਾ ਸਥਿਰਤਾ.
ਲਾਡਲ ਸਲਾਈਡਿੰਗ ਨੋਜਲ ਦੀ ਸੀਲਿੰਗ ਸੁਰੱਖਿਆ ਮੁੱਖ ਤੌਰ ਤੇ ਉਪਰਲੀ ਨੋਜਲ ਅਤੇ ਉਪਰਲੀ ਸਲਾਈਡ, ਅਤੇ ਹੇਠਲੀ ਸਲਾਈਡ ਅਤੇ ਹੇਠਲੀ ਨੋਜ਼ਲ ਦੇ ਵਿਚਕਾਰ ਸੰਬੰਧ ਤੇ ਹੈ. ਡੋਲ੍ਹਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਆਮ ਤੌਰ ‘ਤੇ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਇੱਕ ਜਾਂ ਦੋ ਭੱਠਿਆਂ ਨੂੰ ਡੋਲ੍ਹਣ ਤੋਂ ਬਾਅਦ, ਹੇਠਲੀ ਸਲਾਈਡ ਪਲੇਟ ਅਤੇ ਨੋਜ਼ਲ ਨੂੰ ਬਦਲਣਾ ਅਤੇ ਦੁਬਾਰਾ ਜੋੜਨਾ ਚਾਹੀਦਾ ਹੈ. ਸੀਲਿੰਗ ਸੁਰੱਖਿਆ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੀ ਉੱਚ ਸਫਾਈ ਅਤੇ ਕਾਸਟਿੰਗ ਸਲੈਬ ਦੀ ਅੰਦਰੂਨੀ ਗੁਣਵੱਤਾ ਦੀ ਇਕਸਾਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਰੇਸ਼ੇਦਾਰ ਜਾਂ ਮੋਰਟਾਰ ਗੈਸਕੇਟ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ.