- 19
- Dec
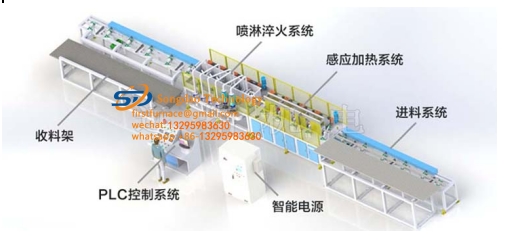
У виробничій лінії термічної обробки сталевих прутів використовується інтелектуальне джерело живлення індукційного нагріву для контролю його характеристик:
У виробничій лінії термічної обробки сталевих прутів використовується інтелектуальне джерело живлення індукційного нагріву для контролю його характеристик:
1. Паралельний резонансний дизайн, зсув фаз і регулювання потужності, обладнання є зрілим і стабільним; він має більше переваг у діапазоні високої потужності понад 3000 кВт.
2. Контроль DSP, швидкий запуск фазової блокування захоплення, часті пуски та зупинки, високий рівень успіху.
3. Перетворення частоти та адаптація навантаження, діапазон адаптації частоти 200-10000 Гц, автоматичне узгодження для заміни індукційної печі, ручне налаштування не потрібно.
4. У шафі використовуються мідні прутки червоної міді Т2, які піддаються піскоструминній обробці та пасивації; низька індуктивність витоку, захист від окислення та ефективно зменшують втрати в лінії.
5. Повне управління сенсорним екраном, чисто цифрові налаштування, повний запис процесу та суворі повноваження. Основні параметри можна повернути до заводських налаштувань однією клавішею.
6. Потужність одного джерела живлення лінії термічної обробки сталевого прутка становить 50-6000 кВт, а частота 200-10000 Гц.