- 24
- Sep
فرن تسخين بالرش الأنابيب الفولاذية
فرن تسخين بالرش الأنابيب الفولاذية
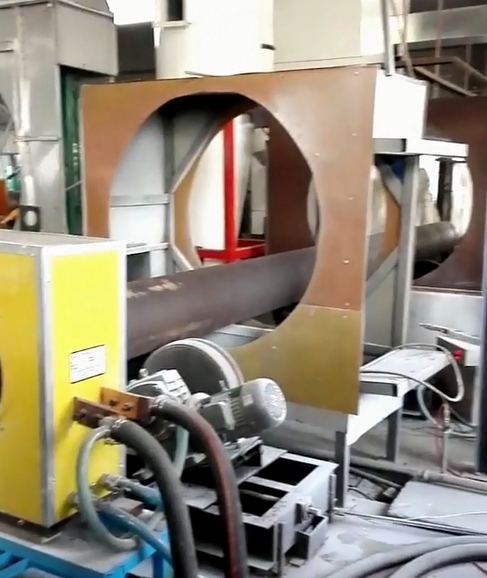
إن فرن التسخين بالرش بالأنابيب الفولاذية عبارة عن فرن تسخين بالحث مصمم ومصنع خصيصًا لتسخين خط الأنابيب قبل رش الأنابيب المضادة للتآكل. رش الأنابيب المضادة للتآكل هو أيضًا مقياس شائع لمكافحة التآكل في خطوط الأنابيب في السنوات العشر الماضية. يحتاج هذا النوع من الرش إلى تسخين خط الأنابيب إلى درجة حرارة معينة. عند درجة الحرارة هذه ، فإن عامل الرش المضاد للتآكل سوف يتم دمجه بشكل وثيق مع خط الأنابيب لتحقيق تأثير مضاد للتآكل لخط الأنابيب. خط الأنابيب بعد الرش يمكن أن تصل مدة الخدمة المقاومة للتآكل إلى أكثر من 30 عامًا ، والتي لها فوائد اقتصادية واجتماعية كبيرة. يسخن فرن التسخين بالرش بالأنابيب الفولاذية خط الأنابيب بالتسخين التعريفي ، وهو أكثر طرق التسخين كفاءة وفعالية بين جميع طرق تسخين خطوط الأنابيب.
يتكون خط إنتاج فرن تسخين رش الأنابيب الفولاذية من وحدة معالجة السفع الرملي ، ومنضدة بكرة النقل ، ومنصة خدمة الطلاء ، وفرن التسخين التعريفي ، ووحدة الطلاء الداخلية والخارجية ، وستارة المياه ، وبرنامج نظام ترمومتر الأشعة تحت الحمراء ، إلخ.
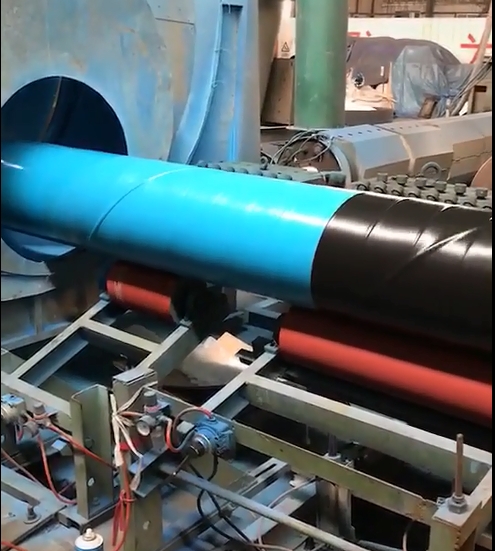
تخضع الأنابيب المراد رشها على خط إنتاج فرن تسخين رش الأنابيب الفولاذية أولاً لعملية السفع الرملي ومعالجة مقاومة الصدأ ، ويتم إرسال قطع عمل الأنابيب التي تلبي المعايير إلى طاولة أسطوانة إعداد الرش من خلال طاولة بكرة النقل والأنبوب ترسلها آلة الخراطة إلى طاولة الرش المضادة للتآكل بثبات ، في هذا الوقت ، يتم وضع مسدس الرش الداخلي في الأنبوب. جميع المعدات جاهزة للرش تدريجياً. يتم تدوير خط الأنابيب للأمام بالسعر المحدد بواسطة العملية. يتم تسخينه أولاً في فرن التسخين التعريفي. بعد التسخين لدرجة حرارة المعالجة ، يصل الجزء العلوي من رأس الأنبوب إلى وحدة الرش الخارجية (عندما يتم تشغيل مسدسات الرش الداخلية والخارجية لوحدات الرش الداخلية والخارجية بشكل منفصل ، يتم تشغيل مسدسات رش الطلاء الداخلية والخارجية من الداخل والخارج الطلاء في الخارج. بعد الرش وناقل الأسطوانة ، يدخل خط الأنابيب المطلي إلى ستارة الماء ذات الضغط العالي للتبريد. إذا لم تكن هناك مشكلة في الكشف ، يتم تضمينها في إجراءات التغليف.خط الإنتاج الكامل لفرن تسخين رش الأنابيب الفولاذية هو يتحكم فيها الكمبيوتر في غرفة التحكم الرئيسية.