- 24
- Sep
වානේ පයිප්ප ඉසින උණුසුම් උදුන
වානේ පයිප්ප ඉසින උණුසුම් උදුන
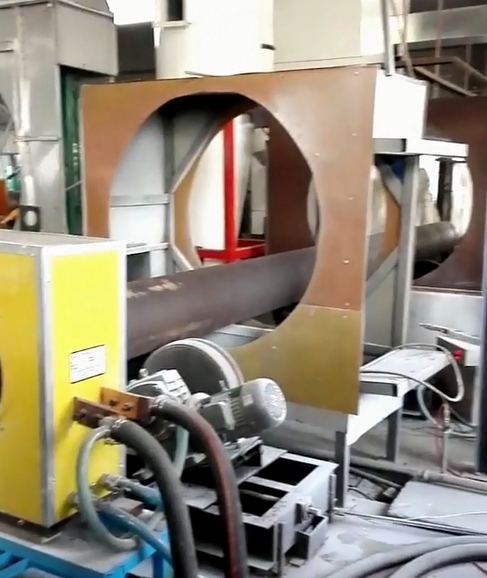
වානේ පයිප්ප ඉසින රත් කිරීමේ උදුන යනු නල ප්රතිදේහ විඛාදනයට පෙර නළය රත් කිරීම සඳහා විෙශේෂෙයන් නිර්මාණය කර නිෂ්පාදනය කරන ලද උනුසුම් උදුනකි. නල විඛාදන විරෝධී ඉසීම ද පසුගිය වසර දහය තුළ ජනප්රිය නල විඛාදන විරෝධී පියවරකි. මේ ආකාරයට ඉසීමෙන් නල මාර්ගය යම් උෂ්ණත්වයකට රත් කිරීම අවශ්ය වේ. මෙම උෂ්ණත්වයේ දී, ඉසින ලද විඛාදන විරෝධී කාරකය නල මාර්ගයට සමීපව සම්බන්ධ වී නල විඛාදන විරෝධී බලපෑම ලබා ගනී. විඛාදනයට ඔරොත්තු දෙන සේවා කාලය ඉසීමෙන් පසු නළ මාර්ගයට වසර 30 කටත් වැඩි කාලයක් ගත විය හැකි අතර එමඟින් සැලකිය යුතු ආර්ථික හා සමාජ ආර්ථික ප්රතිලාභ ලැබේ. වානේ පයිප්ප ඉසින උණුසුම් උදුන ප්රේරක උණුසුම මඟින් නල මාර්ගය උණුසුම් කරන අතර එය සියලුම නල මාර්ග තාපන ක්රම අතර වඩාත් කාර්යක්ෂම හා ඵලදායී තාපන ක්රමයයි.
වානේ පයිප්ප ඉසින උණුසුම් උදුන නිෂ්පාදන රේඛාව සමන්විත වන්නේ වැලි පිපිරවීමේ සැකසුම් ඒකකය, ප්රවාහන රෝලර් මේසය, පින්තාරු කිරීමේ සේවා වේදිකාව, ප්රේරක තාපන උදුන, අභ්යන්තර හා බාහිර තීන්ත ඒකකය, ජල තිර, අධෝරක්ත උෂ්ණත්වමාන පද්ධති මෘදුකාංග යනාදියෙනි.
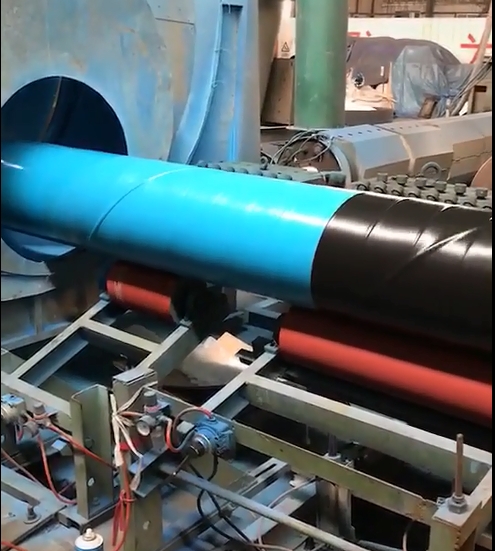
වානේ පයිප්ප ඉසින උණුසුම් උදුන නිෂ්පාදන රේඛාව මත ඉසිය යුතු පයිප්ප පළමුව වැලි පිපිරවීම සහ මලකඩ විරෝධී ප්රතිකාර වලට භාජනය වන අතර ප්රමිතීන්ට අනුකූල නල වැඩ කොටස් ප්රවාහන රෝලර් මේසය හරහා ඉසීම සකස් කිරීමේ රෝලර් මේසය වෙත යවනු ලැබේ. හැරවුම් යන්ත්රය එය විඛාදන විරෝධී ඉසින මේසය වෙත ස්ථාවරව යවයි, මේ අවස්ථාවේදී අභ්යන්තර ඉසින තුවක්කුව පයිප්පයට සවි කර ඇත. ක්රමයෙන් ඉසීමට සියලුම උපකරණ සූදානම්. ක්රියාවලිය මඟින් නියම කර ඇති අනුපාතයට නල මාර්ගය ඉදිරියට භ්රමණය වේ. එය මුලින්ම රත් කරනු ලබන්නේ ප්රේරණ තාපන උදුන තුළ ය. සැකසීමේ උෂ්ණත්වයට රත් වූ පසු, නල හිසේ ඉහළ කොටස බාහිර ඉසින ඒකකයට පැමිණේ (අභ්යන්තර හා පිටත ඉසින ඒකක වල අභ්යන්තර හා පිටත ඉසින තුවක්කු වෙන වෙනම ක්රියාත්මක කරන විට, අභ්යන්තර හා පිටත තීන්ත ඉසින අභ්යන්තර හා පිටත තුවක්කු පිටත තීන්ත ආලේප කරන්න. රෝලර් ප්රවාහකය ඉසීමෙන් පසු සහ සිසිලනය සඳහා තීන්ත ආලේප කරන ලද නළය අධි පීඩන ජල තිරයට ඇතුළු වේ. හඳුනා ගැනීමේ ගැටලුවක් නොමැති නම්, ඇසුරුම් කිරීමේ ක්රියාවලියට ඇතුළත් වේ. වානේ පයිප්ප ඉසින උණුසුම් උදුනේ මුළු නිෂ්පාදන මාර්ගයම ප්රධාන පාලක මැදිරියේ පරිගණකය මඟින් පාලනය වේ.