- 23
- Feb
Giunsa ang paghigot sa ilawom sa induction melting furnace
Giunsa ang paghigot sa ilawom sa induction melting furnace
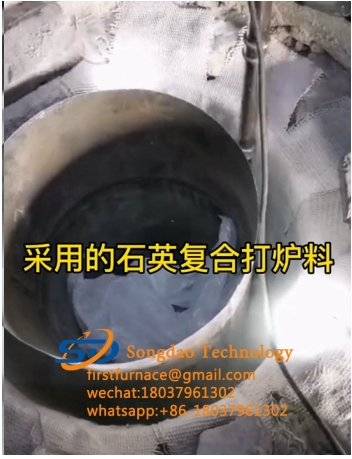
Ang gibag-on sa normal nga hudno ubos mao ang mahitungod sa 200mm-280mm, ug ang balas napuno sa duha ngadto sa tulo ka beses sa pagpugong sa dili patas nga densidad bisan asa sa panahon sa manwal knotting, ug ang hudno lining human sa pagluto ug sintering dili dasok. Busa, girekomendar nga ang gibag-on sa feed kinahanglan nga hugot nga kontrolon. Kasagaran, ang gibag-on sa pagpuno sa balas dili labaw pa sa 100mm / matag higayon, ug ang dingding sa hudno kontrolado sa sulod sa 60mm. Daghang mga tawo ang gibahin sa mga pagbalhin, 4-6 ka tawo matag pagbalhin, ug 30 minuto alang sa matag pagpuli sa knot. Pag-rotate sa hinay-hinay sa palibot sa hudno aron mabag-o ang posisyon, nga adunay bisan kusog, aron dili mahimong hinungdan sa dili parehas nga density.
Sa diha nga ang mga knot sa ubos sa hudno makaabot sa gikinahanglan nga gitas-on, ang crucible nga agup-op mahimong ibutang pinaagi sa pag-scrape niini nga patag. Bahin niini, pag-amping kinahanglan nga gikuha aron sa pagsiguro nga ang crucible agup-op mao ang concentric uban sa induction coil, adjust vertically pataas ug paubos, ug ang porma mao ang ingon ka duol kutob sa mahimo ngadto sa ubos sa hudno nga gitukod. Human sa pag-adjust sa peripheral clearance nga managsama, gamita ang tulo ka kahoy nga wedges aron i-clamp, ug ang tunga nga gibug-aton sa pag-alsa gipugos aron malikayan ang bungbong sa hudno. Ang pagbakwit sa balas nga quartz mahitabo kung mag-knot.