- 15
- Aug
Induction heating furnace workflow
Induction heating furnace workflow
1. Manu-mano nga ipadala ang mga materyales sa ilawom sa crane sa heating zone (ang mga materyales gibutang nga vertically). Human mabutang ang crane sa heating zone, ang clamping jaws una nga giablihan sa tunga nga hydraulic cylinder sa mechanical jaws, ug dayon ang electric hoist gimaneho aron ipaubos ang clamping jaws sa mga 700mm, ug dayon ang tunga nga hydraulic cylinder sa ang mekanikal nga clamping jaws gipahugot (balik sa orihinal nga posisyon). Niini nga panahon, ang materyal i-clamp pag-ayo sa mekanikal nga gripper ug ipadala sa induction heating furnace.
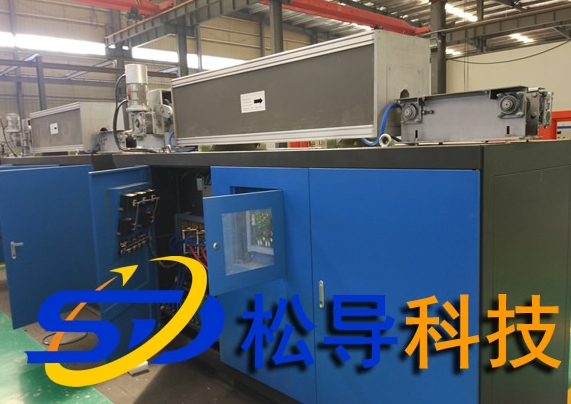
2. Induction heating furnace
a. Ang pagpainit nga hurno gidisenyo isip usa ka bertikal nga tipo, ang katuyoan mao ang paghimo sa materyal nga pagpainit nga mas parehas.
b. Aron mahimo ang pagkarga ug pagdiskarga nga kombenyente ug luwas, ang ilawom sa hudno nasangkapan sa usa ka mabalhin nga suporta sa ilawom. Pinaagi sa hydraulic cylinder, ang materyal mahimong mapataas sa 1200mm, ug ang materyal nga ulo mahimong maladlad sa 300mm gikan sa ibabaw sa lamesa sa hudno.
c. Ang kinatibuk-ang gitas-on sa inductor mao ang 2500mm. Aron mahimo nga mas taas ang kahusayan sa pagpainit, adunay yugo sa palibot sa coil (aron malikayan ang magnetic leakage).
d. Ang atop sa hudno gisangkapan usab sa usa ka rotary furnace cover (aron malikayan ang pagwagtang sa kainit), ug ang infrared thermometer gihatag usab sa tabon sa hudno, aron ang pagpakita sa temperatura makita sa bisan unsang oras.
e. Sa diha nga ang crane nagpadala sa materyal ngadto sa ibabaw sa pagpainit nga hudno: ang usa mao ang pag-unscrew sa hudno nga tabon, ang usa mao ang pagpataas sa ubos sa hudno ngadto sa pinakataas nga posisyon, ug hinay-hinay nga ibutang ang materyal sa sentro sa hudno. Pag-abli sa mano-mano ang clamping jaws sa hydraulic cylinder sa tunga-tunga sa mechanical jaws. Pagmaneho sa electric hoist, ipataas ang mekanikal nga claw sa usa ka piho nga posisyon, ug ang crane mopalayo.
f. Pagmaneho sa silindro sa pag-alsa aron ipaubos ang materyal sa gitakda nga posisyon nga 1200mm. Niini nga panahon, i-on ang suplay sa kuryente ug sugdi ang pagpainit. Human sa pagkab-ot sa gitakda nga temperatura sa pagpainit, sa diha nga ang pagkuha sa materyal, ang hudno tabon usab unscrewed, ug ang hudno ubos sa pagtaas. Ang clamping jaws giablihan sa hydraulic cylinder sa tunga sa mekanikal nga mga apapangig. Human mabutang ang clamping jaws, ang hydraulic cylinder sa tunga-tunga sa mechanical jaws mobawi sa clamping jaws, moduso sa electric hoist, ug mopataas sa gipainit nga workpiece.