- 09
- Sep
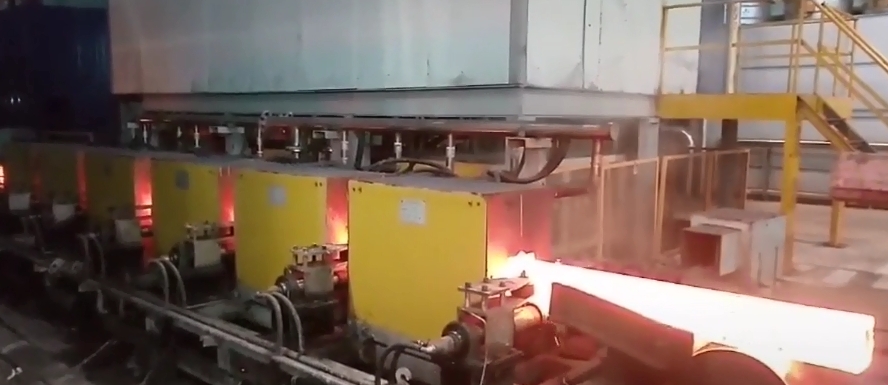
Ang oven furnace sa pagpainit sa billet
Ang oven furnace sa pagpainit sa billet
Ang hudno nga pagpainit sa indetisyon nga billet usa ka hudno nga espesyalista sa mga pagpainit nga billet. Nag-una nga gigamit kini aron madugangan ug madugangan ang temperatura sa billet sa wala pa magligid, o direkta nga ipainit kini sa temperatura sa paglibut. Ang kompleto nga hugpong sa mga parameter sa pagpainit sa hudno nga pagpainit sa billet gipaila ingon sa mosunud.
1. Mga kinahanglanon sa pagpaubus sa induction sa pag-init sa bilet:
1. Kadako sa billet: 100mm × 100mm × 6000mm
2. Ang gibug-aton sa billet gibanabana: 78.5Kg / m
3. Inisyal nga temperatura 800 ℃, rolling temperatura 1200 ℃, suplemento nga temperatura 400 ℃
4. Kusog sa pagpainit: 3.0m / min
5. Ang labing kadaghan nga kurba sa square billet sa wala pa pagsulud sa hudno: ≤3mm / m
2. Mga parameter sa pagdesinyo sa usa ka kompleto nga hugpong sa pagpainit sa hudno nga bilet:
1. Ang kinatibuk-ang gahum sa pagpainit sa slab intermediate frequency pagpainit nga hudno mao ang 2000Kw = 1000Kw + 800Kw + 200Kw
2. Ang slab intermediate frequency frequency furnace nagsagop sa usa ka linya sa pagpainit, ug ang pagpainit gibahin sa tulo nga mga sona. Ang kinatibuk-ang karga sa slab intermediate frequency heating furnace mao ang 2000Kw. Ang katulin sa pagpainit mahimo nga makatagbo sa 3.0m / min. Ang mode sa pagpainit sa kini nga slab intermediate frequency heating furnace mao ang longhitudinal pagpainit sa workpiece. Adunay tulo nga mga sona sa tibuuk nga hugpong sa slab intermediate frequency pagpainit hudno, nga mao ang preheating zone, ang pagpainit zone ug ang kainit zona sa pagpreserba.
3. Tulo ka hugpong sa mga taghatag nga kuryente sa sagad nga frequency mao ang: 1000Kw / 800Hz, 800Kw / 1500Hz, 200Kw / 2500Hz
4. Ang mekanikal nga bahin gilangkuban sa usa ka platform sa pagtipig, usa ka sistema sa pagpakaon, usa ka sistema nga nagpagawas, usa ka roller nga gipabugnaw sa tubig, usa ka sistema sa pagsukod sa temperatura, ug usa ka sistema sa pagkontrol.