- 09
- Sep
Indüksiyonli ignabargli isitish pechkasi
Indüksiyonli ignabargli isitish pechkasi
Ishlov beriladigan indüksiyonli isitish pechi – bu ignabargli isitish uchun ixtisoslashgan pech. U, asosan, prokat oldidan ignabargli haroratni to’ldirish va oshirish yoki to’g’ridan -to’g’ri prokat haroratiga qizdirish uchun ishlatiladi. Ishlov beriladigan indüksiyonli isitish pechining parametrlarining to’liq to’plami quyidagicha kiritiladi.
1. Ishlab chiqarish indüksiyonlu isitish pechining talablari:
1. Ish hajmi: 100mm × 100mm × 6000mm
2. Qalinligi taxminan: 78.5Kg/m
3. Boshlang’ich harorat 800 ℃, siljish harorati 1200 ℃, qo’shimcha harorat 400 ℃
4. Isitish tezligi: 3.0m/min
5. Olovli pechga kirishdan oldin kvadrat ignabargining maksimal egriligi: ≤3mm/m
2. Ishlab chiqarish indüksiyonli isitish pechining to’liq to’plamining dizayn parametrlari:
1. Plitalar oraliq chastotali isitish pechining umumiy isitish quvvati 2000Kw = 1000Kw+800Kw+200Kw
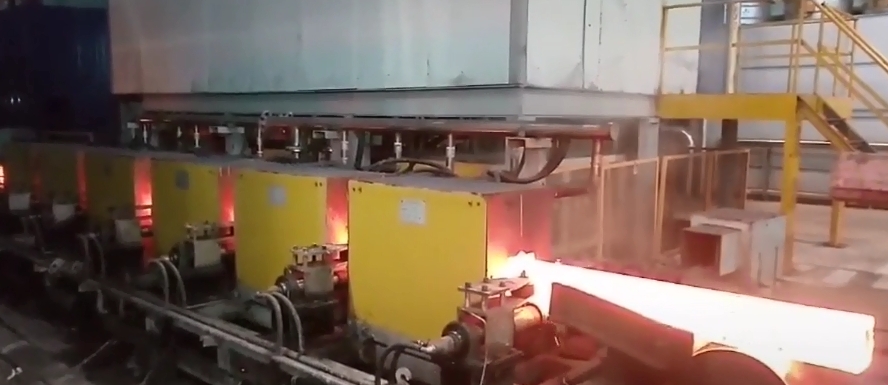
2. Plitalar oraliq chastotali isitish pechkasi bitta isitish liniyasini qabul qiladi va isitish uch zonaga bo’linadi. Plitalar oraliq chastotali isitish pechining umumiy yuki 2000 kVt. Isitish tezligi minutiga 3.0 m ga yetishi mumkin. Ushbu plitalar oraliq chastotali isitish pechining isitish rejimi – ishlov beriladigan qismning uzunlamasına isishi. Plitalar oraliq chastotali isitish pechining butun majmuasida uchta zonalar mavjud, ya’ni oldindan isitish zonasi, isitish zonasi va issiqlikni saqlash zonasi.
3. Uchta oraliq chastotali quvvat manbalari: 1000Kw/800Hz, 800Kw/1500Hz, 200Kw/2500Hz
4. Mexanik qism saqlash platformasi, oziqlantirish tizimi, tushirish tizimi, suv bilan sovutilgan rolik, haroratni o’lchash tizimi va nazorat qilish tizimidan iborat.