
- 20
- Sep
Horno de calentamiento por inducción periódico para piezas circulares
Horno de calentamiento por inducción periódico para piezas circulares

Diagrama esquemático de un horno de calentamiento por inducción periódico para piezas toroidales. La pieza de trabajo anular 4 está envuelta en el imán móvil 3, 2 es un imán fijo y 1 es una bobina de inducción. Este método de calentamiento por inducción es adecuado para piezas de trabajo con baja temperatura de calentamiento, gran diámetro, longitud corta y espesor de pared delgada. La ventaja es que este tipo de inductor tiene un factor de potencia alto, se puede compensar sin condensador, la potencia utilizada no es grande y se puede conectar directamente a la fuente de alimentación del taller de producción. En la fabricación de maquinaria y la fabricación de automóviles, el anillo de rodamiento y el anillo de engranaje se precalientan a 80-100 t por inducción de frecuencia industrial y luego se calientan con mangas en el eje. Después de enfriarse, se bloquean junto con el eje sin usar una conexión de llave
. 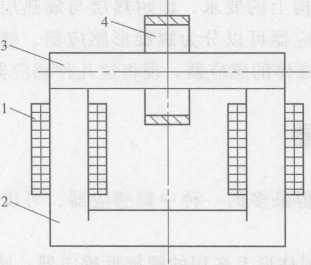
Figura 4-13 Diagrama esquemático del horno de calentamiento por inducción periódico para piezas de trabajo anulares
1 — Bobina de inducción 2 — Imán fijo 3 — Imán móvil 4 — Pieza de trabajo de anillo