
- 20
- Sep
ગોળ વર્કપીસ માટે સમયાંતરે ઇન્ડક્શન હીટિંગ ભઠ્ઠી
ગોળ વર્કપીસ માટે સમયાંતરે ઇન્ડક્શન હીટિંગ ભઠ્ઠી

ટોરોઇડલ વર્કપીસ માટે સમયાંતરે ઇન્ડક્શન હીટિંગ ભઠ્ઠીનું યોજનાકીય આકૃતિ. રિંગ વર્કપીસ 4 જંગમ ચુંબક 3 પર સ્લીવ્ડ છે, 2 નિશ્ચિત ચુંબક છે, અને 1 ઇન્ડક્શન કોઇલ છે. આ ઇન્ડક્શન હીટિંગ પદ્ધતિ ઓછી હીટિંગ તાપમાન, મોટા વ્યાસ, ટૂંકી લંબાઈ અને પાતળી દિવાલની જાડાઈવાળા વર્કપીસ માટે યોગ્ય છે. ફાયદો એ છે કે આ પ્રકારના ઇન્ડક્ટરમાં ઉચ્ચ પાવર પરિબળ હોય છે, તેને કેપેસિટર વગર સરભર કરી શકાય છે, અને વપરાયેલી શક્તિ મોટી નથી, અને તે ઉત્પાદન વર્કશોપના વીજ પુરવઠા સાથે સીધી રીતે જોડાઈ શકે છે. મશીનરી મેન્યુફેક્ચરિંગ અને ઓટોમોબાઇલ મેન્યુફેક્ચરિંગમાં, બેરિંગ રિંગ અને ગિયર રિંગને પાવર ફ્રીક્વન્સી ઇન્ડક્શન દ્વારા 80-100t પર પ્રિહિટેડ કરવામાં આવે છે, અને પછી શાફ્ટ પર હીટ-સ્લીવ્ડ. ઠંડક પછી, તેઓ કી કનેક્શનનો ઉપયોગ કર્યા વિના શાફ્ટ સાથે એકસાથે લ lockedક થાય છે
. 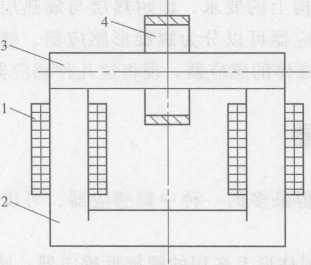
આકૃતિ 4-13 રિંગ વર્કપીસ માટે સમયાંતરે ઇન્ડક્શન હીટિંગ ભઠ્ઠીનું યોજનાકીય આકૃતિ
1, ઇન્ડક્શન કોઇલ 2, ફિક્સ્ડ મેગ્નેટ 3, મૂવિંગ મેગ્નેટ 4, રીંગ વર્કપીસ