
- 30
- Aug
수평 트랙 핀 자동 유도 가열로 담금질은 어떻게 작동합니까?
How does the horizontal track pin automatic 유도 가열로 담금질 작업?
크롤러 핀은 길고 가는 부품입니다. 각 트랙터나 건설 기계에는 많은 부품이 있습니다. 따라서 자동 유도 가열로 담금질 및 주사 담금질 공정이 일반적으로 사용됩니다. 그림 8-27은 수평 트랙 핀 유도 가열로 담금질을 보여줍니다. 로딩 호퍼, 전송 메커니즘, 마그네틱 공급 휠 및 배출 트로프로 구성됩니다. 일반적으로 트랙핀의 양단에는 오픈핀과 와셔를 삽입하기 위한 미경화영역이 있습니다. 이를 위해 짧은 끝 영역에서 가열을 중지하는 제한 스위치가 제공되며 트랙 핀은 로딩 상자에서 한 번에 하나씩 자동으로 떨어지고 마그네틱 롤러 공급 휠에 들어갈 수 있습니다. 차징 박스에는 연속적으로 회전하는 기어 샤프트(2)가 있어 박스에 여러 겹으로 쌓인 핀이 지속적으로 진동하여 핀이 호퍼의 떨어지는 구멍을 막는 것을 방지합니다. 핀은 V자형 롤러에서 축 방향으로 전진합니다. V자형 롤러 내부에 원통형 영구 자석이 있어 롤러가 회전할 때 미끄러지지 않고 롤러가 핀을 끌어당길 수 있습니다. 따라서 핀의 이동 속도는 V자형 롤러와 핀의 접점 직경과 롤러의 회전 속도에 따라 달라집니다. 예를 들어, 롤러 접점의 직경은 75mm이고 핀 이송 속도는 23mm/s입니다. 이를 기반으로 선택한 모터 감속기와 기어의 기어비를 계산할 수 있습니다. 전사 롤러의 핀이 회전하지 않습니다. 핀이 마지막 롤러를 떠나 배출 슬롯에 들어가면 압축 스프링 롤러 11의 압력 롤러가 들어 올려 신호를 보내고 솔레노이드 밸브가 작동하고 슈트가 올라갑니다. 자동으로 핀이 롤러에 떨어뜨리고 오른쪽에서 꺼진 댄스볼을 꺼낼 때마다 왼쪽의 롤러에도 풀리지 않은 핀이 떨어집니다. 이러한 종류의 공작 기계는 100kW, 8kHz 중간 주파수 전원 공급 장치, 담금질 22mm x430mm 핀 및 출력은 180개/h 이상에 도달합니다. 작업자는 호퍼에 핀만 추가하면 됩니다.
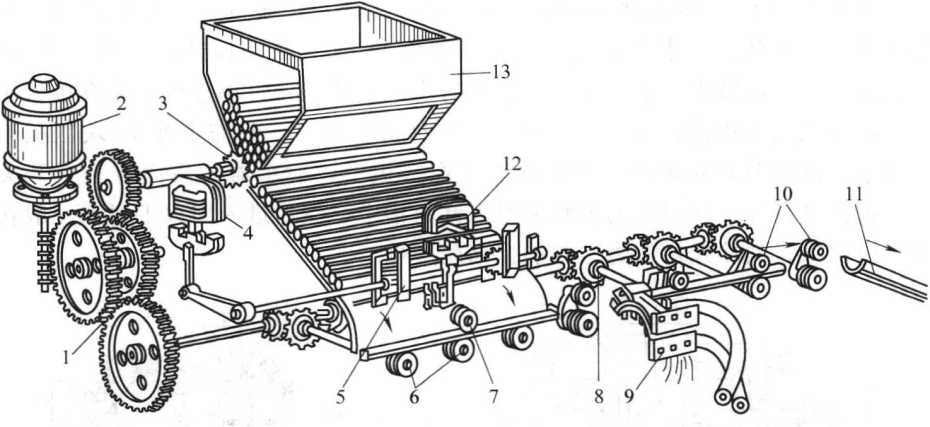
그림 8-27 수평 트랙 핀 유도 가열로의 담금질
1 변속기 기어 2 – 기어 샤프트 3 및 롤러 6의 변속기 모터 3 – 핀이 호퍼 입구를 막는 것을 방지하기 위한 교반 기어 샤프트
4 – 언로딩 메커니즘을 제어하는 전자석 5 – 한 번에 하나의 핀만 해제하는 공급 메커니즘 6 – 드라이브 롤러
7 – 핀치 휠 8 – 구동 베벨 기어 9 – 인덕터 10 – 프레스 스프링 롤러(보증 핀
움직임이 뒤로 미끄러지지 않음) 11 – 언로딩 트로프 12 – 전자석 13 – 로딩 호퍼