
- 16
- Sep
ട്രിഗർ സർക്യൂട്ടിനുള്ള ഇൻഡക്ഷൻ ഉരുകൽ ചൂള ആവശ്യകതകൾ
ട്രിഗർ സർക്യൂട്ടിനുള്ള ഇൻഡക്ഷൻ ഉരുകൽ ചൂള ആവശ്യകതകൾ
യുടെ ട്രിഗർ സർക്യൂട്ടിന്റെ പ്രവർത്തനം ഉദ്വമനം ഉരുകൽ ചൂള ഇൻഡക്ഷൻ ഉരുകൽ ചൂള തടയുന്നതിൽ നിന്ന് ആവശ്യമായ നിമിഷത്തിൽ നടത്തത്തിലേക്ക് മാറുന്നുവെന്ന് ഉറപ്പാക്കുന്നതിന് ആവശ്യകതകൾ നിറവേറ്റുന്ന ഒരു ഗേറ്റ് ട്രിഗർ പൾസ് സൃഷ്ടിക്കുക എന്നതാണ്. വിശാലമായി പറഞ്ഞാൽ, ഇൻഡക്ഷൻ മെൽറ്റിംഗ് ഫർണസിന്റെ ട്രിഗർ സർക്യൂട്ട് പലപ്പോഴും ആരംഭ സമയം നിയന്ത്രിക്കുന്ന ഒരു ഫേസ് കൺട്രോൾ സർക്യൂട്ടും ഉൾക്കൊള്ളുന്നു.
ഇൻഡക്ഷൻ ഉരുകൽ ചൂളയുടെ ട്രിഗർ സർക്യൂട്ട് ഇനിപ്പറയുന്ന ആവശ്യകതകൾ പാലിക്കണം:
ട്രിഗർ പൾസിന്റെ വീതി ഇൻഡക്ഷൻ മെൽറ്റിംഗ് ഫർണസ് ഓണാക്കാൻ കഴിയുമെന്ന് ഉറപ്പാക്കണം. ഇൻഡക്റ്റീവ്, ബാക്ക്-ഇഎംഎഫ് ലോഡുകളുള്ള കൺവെർട്ടർ വൈഡ് ഫ്രീക്വൻസി പൾസ് അല്ലെങ്കിൽ പൾസ് ട്രെയിൻ വഴി ട്രിഗർ ചെയ്യണം. 30º- ൽ കൂടുതൽ വീതിയുള്ള, മൂന്ന് ഘട്ടങ്ങളുള്ള പൂർണ്ണ നിയന്ത്രിത ബ്രിഡ്ജ് സർക്യൂട്ട് 60º- ൽ കൂടുതൽ വീതി ഉപയോഗിക്കണം അല്ലെങ്കിൽ 60º കൊണ്ട് വേർതിരിച്ച ഇരട്ട ഇടുങ്ങിയ പൾസുകൾ ഉപയോഗിക്കണം.
ട്രിഗർ പൾസിന് മതിയായ വ്യാപ്തി ഉണ്ടായിരിക്കണം. Coldട്ട്ഡോർ തണുപ്പുകാലത്ത്, പൾസ് കറന്റിന്റെ വ്യാപ്തി ഉപകരണത്തിന്റെ പരമാവധി ട്രിഗർ കറന്റിന്റെ 3-5 മടങ്ങ് വർദ്ധിപ്പിക്കണം, കൂടാതെ പൾസ് ഫ്രണ്ടിന്റെ കുത്തനെ വർദ്ധിപ്പിക്കുകയും വേണം, സാധാരണയായി 1-2A/reachings.
നൽകിയ ട്രിഗർ പൾസ് ഇൻഡക്ഷൻ മെൽറ്റിംഗ് ഫർണസിന്റെ ഗേറ്റിന്റെ വോൾട്ടേജ്, കറന്റ്, പവർ റേറ്റിംഗ് എന്നിവ കവിയരുത്, കൂടാതെ ഗേറ്റ് വോൾട്ട്-ആമ്പിയർ സവിശേഷതകളുടെ വിശ്വസനീയമായ ട്രിഗർ ഏരിയയിൽ ആയിരിക്കണം.
ഇതിന് നല്ല ആന്റി-ഇൻറർഫറൻസ് പ്രകടനവും താപനില സ്ഥിരതയും പ്രധാന സർക്യൂട്ടിൽ നിന്നുള്ള വൈദ്യുത ഒറ്റപ്പെടലും ഉണ്ടായിരിക്കണം.
ചുവടെയുള്ള ചിത്രം ഇൻഡക്ഷൻ ഉരുകൽ ചൂളയുടെ പൊതുവായ ട്രിഗർ സർക്യൂട്ട് കാണിക്കുന്നു
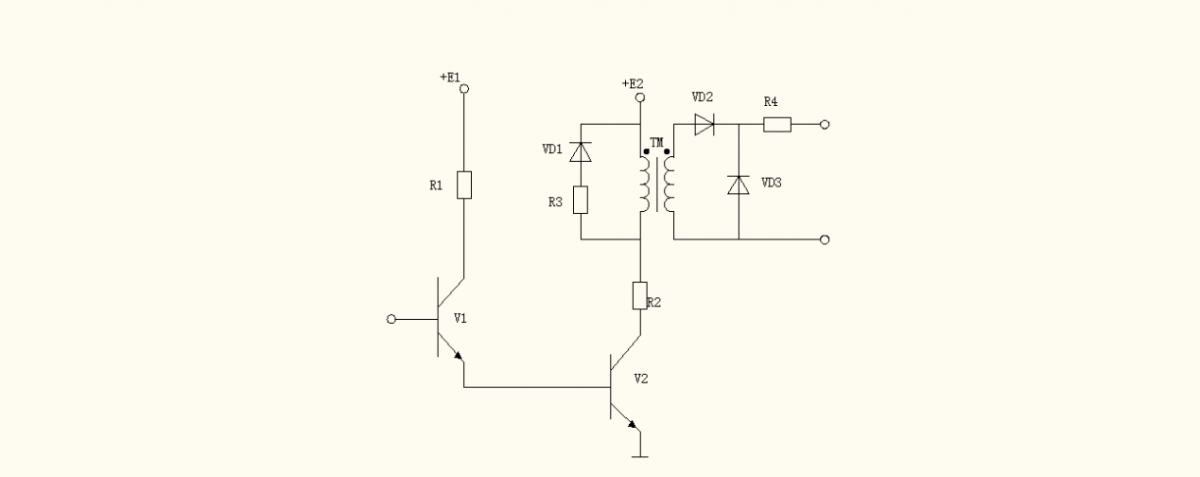
ഇത് രണ്ട് ഭാഗങ്ങളാൽ നിർമ്മിതമാണ്: പൾസ് ആംപ്ലിഫൈയിംഗ് ലിങ്ക് V1, V2, പൾസ് ട്രാൻസ്ഫോർമർ TM, ഓക്സിലറി സർക്യൂട്ട് എന്നിവ ചേർന്ന പൾസ് കൗണ്ടിംഗ് ലിങ്ക്. V1, V2 എന്നിവ ഓൺ ചെയ്യുമ്പോൾ, ഇൻഡക്ഷൻ മെൽറ്റിംഗ് ഫർണസിന്റെ ഗേറ്റിനും കാഥോഡിനും ഇടയിലുള്ള ഒരു ട്രിഗർ പൾസ് outputട്ട്പുട്ട് ചെയ്യാൻ പൾസ് ട്രാൻസ്ഫോർമർ ഉപയോഗിക്കുന്നു. പൾസ് ട്രാൻസ്ഫോർമർ ടിഎമ്മിനായി വിഡി 1 ഉം ആർ 3 ഉം സജ്ജീകരിച്ചിരിക്കുന്നത് വി 1 ഉം വി 2 ഉം മാറുന്ന സമയത്ത് അതിന്റെ സംഭരിച്ച energyർജ്ജം പുറത്തുവിടാനാണ്.