
- 23
- Nov
ल्याडलको तल्लो भागमा आर्गन उडाउने र भेन्टिङ्ग ईंटको प्रभावलाई असर गर्ने कारकहरू
आर्गन उड्ने प्रभावलाई प्रभाव पार्ने कारकहरू र भेन्टिङ्ग ईंटहरू लाडो को तल मा
लडलको फेदमा आर्गन-ब्लोन भेन्टिङ्ग ईंटहरूको प्रयोगको गुणस्तर इस्पात उत्पादकहरूको लागि धेरै महत्त्वपूर्ण छ। प्रयोगको क्रममा, प्रतिकूल कारकहरू बेवास्ता गर्नुपर्छ वा सकेसम्म व्यवहार गर्नुपर्छ; लडलको फेदमा आर्गन-ब्लोन भेन्टिङ्ग ईंटको प्रभावलाई असर गर्ने कारकहरू भेन्टिलेटिंग ईंटहरूको काम गर्ने सतहमा स्टीलको घुसपैठ हुन्। , हावा-पारगम्य ईंटहरू (स्लिट प्रकार) पग्लिएको स्ल्याग, सामग्री परिवर्तनहरू, हावाको स्रोतको दबाव उतार-चढाव, र प्याकेज रोक्न लामो समयद्वारा अवरुद्ध हुन्छन्।
सास फेर्न सकिने ईंटहरूको काम गर्ने अवस्थाहरू धेरै कठोर छन्। ठूलो लडलमा पग्लिएको स्टीलको स्थिर दबाब ठूलो छ, र आवश्यक हलचल बल पनि ठूलो छ। त्यसकारण, हावा पारगम्यता सुनिश्चित गर्ने कुञ्जी यो हो कि सास फेर्न सकिने ईंटहरूमा बलियो एन्टि-सिपेज स्टील क्षमता हुन्छ। इस्पात उत्पादकहरूको उत्पादन अभ्यासमा, भेन्टिलेटिंग ईंटहरूको काम गर्ने सतहले प्रायः स्टील बनाउँछ, त्यसैले काम गर्ने सतहलाई अक्सिजन लान्सले सफा गर्न आवश्यक छ। यदि स्लिट-प्रकारको भेन्टिलेटिंग ईंट सफा गरिएन भने, यो सजिलैसँग भेन्टिलेटिंग ईंट हावामा नपुगेको हुन सक्छ।
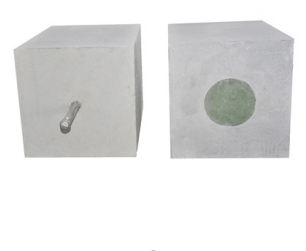
(तस्वीर) स्लिट-प्रकार सास फेर्ने ईंट
लाडललाई लगातार कास्ट गरिसकेपछि, भेन्टिलेटिंग ईंटको काम गर्ने सतह पूर्ण रूपमा स्ल्यागको सम्पर्कमा हुन्छ, र स्ल्यागले भेन्टिलेटिंग ईंटको भित्री भागमा लगातार घुसपैठ गर्नेछ। लडलको तापक्रम घट्दै जाँदा, स्टिल स्ल्यागको चिपचिपापन बढ्दै जान्छ, र भेन्टिलेटिंग ईंटको स्लिट मार्ग अवरुद्ध हुने सम्भावना हुन्छ। नतिजाको रूपमा, लडलको फेदमा उडेको हावाको मात्रा सानो वा हावा बन्द हुन्छ।
सास फेर्ने ईंट बहु-तत्व र बहु-चरण कम्पोजिट सामग्री हो, र यसमा कणहरू, मेकानिकल गुणहरू, इन्टरफेसहरू, र छिद्रहरूको संरचनात्मक विशेषताहरू छन्। हावा-पारगम्य ईंटको मुख्य रासायनिक संरचना एल्युमिना हो, त्यसपछि म्याग्नेसियम अक्साइडको निश्चित मात्रा हुन्छ। विभिन्न रासायनिक संरचनाको कारण, घनत्व, कम्प्रेसिभ बल, र हावा-पारगम्य ईंटको लचिलो बल फरक हुनेछ।
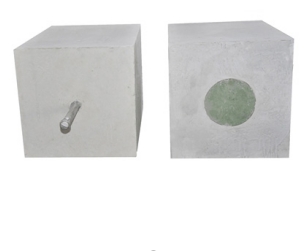
(तस्वीर) अभेद्य सांस ईंट
भेन्टिलेटिंग ईंटको वास्तविक प्रयोगमा, आर्गन ग्यास आपूर्तिको चाप धेरै कारणहरूले गर्दा उतारचढाव हुनेछ। जब आर्गनको दबाब धेरै कम हुन्छ, पग्लिएको स्टीललाई उडाउन सकिँदैन र तल्लो उड्ने असफल हुन्छ; जब आर्गन दबाब धेरै उच्च हुन्छ, पग्लिएको स्टील सजिलै संग गम्भीर रूपमा बदलिन्छ, र हावा संग सम्पर्क पछि, पग्लिएको स्टील फेरि अक्सिडाइज हुनेछ।
जब करछुल धेरै लामो समयको लागि रोकिन्छ, बेकिंग समय अपर्याप्त हुन्छ वा बेकिंग हुँदैन, लाडलको भित्री अस्तरको तापक्रम पर्याप्त हुँदैन। स्टिल जडान गरिसकेपछि, ल्याडलको फेदमा पग्लिएको स्टिलको तापक्रम कम हुन्छ, र चिसो स्टिल लाडलको फेदमा जोडिएको हुन्छ, जसले तल्लो भागमा भेन्टिलेटिंग ईंट उडाउन बाधा पुर्याउँछ, जसको परिणामस्वरूप भेन्टिलेसन असफल हुन्छ। ।
Firstfurnace@gmil.com सँग घरेलु अग्रणी उत्पादन उपकरण र प्रथम श्रेणीको उत्पादन प्रविधि छ, र 120,000 सेटको उत्पादन क्षमता भएको आर्गन ब्लोइङ र भेन्टिङ ईंटहरू बनाउने देशको सबैभन्दा ठूलो उत्पादक हो। हाल, हाम्रो कम्पनीले लडलको फेदमा विभिन्न प्रकारका आर्गन-ब्लोइङ हावा-पारगम्य ईंटहरू विकास गरेको छ, र प्रदर्शन समान आयातित उत्पादनहरूको भन्दा बढि वा बढेको छ। राम्रो नतिजाहरू प्रयोगमा प्राप्त भएका छन् र प्रयोगकर्ताहरूले राम्रोसँग प्राप्त गरेका छन्!