
- 24
- Sep
د ټرانسورس مقناطیسي ساحې انډکشن حرارتی انیلینګ درملنې فورمه
د مقناطیسي ساحې پټول د انډکشن حرارتی انیلینګ درملنه فورمه
د انتقالي مقناطیسي ساحې حرارتی انیلینګ پروسه په نږدې ډول په دوه ډولونو ویشل شوې: عمودی انیلینګ واحد او افقی تولید لاین.
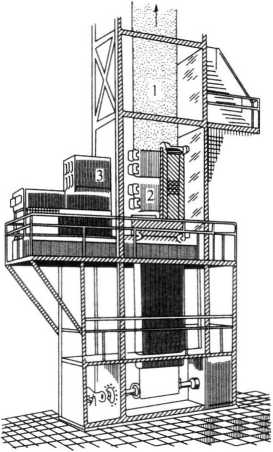 (1) عمودي انیلینګ واحد دا ارقام د فولادو پټې انتقالي مقناطیسي ساحې انډکشن حرارتی لپاره عمودی انیلینګ واحد ښیې. واحد د اصلي برخو څخه جوړ دی لکه خلاصیدل ، کرشن ، ریوینډینګ ، د فشار کنټرول ، انډکټر ، او د مینځنۍ فریکونسي بریښنا رسولو. دا اساسا د کاربن فولاد کمربند نرمولو او انیل کولو لپاره کارول کیږي.
(1) عمودي انیلینګ واحد دا ارقام د فولادو پټې انتقالي مقناطیسي ساحې انډکشن حرارتی لپاره عمودی انیلینګ واحد ښیې. واحد د اصلي برخو څخه جوړ دی لکه خلاصیدل ، کرشن ، ریوینډینګ ، د فشار کنټرول ، انډکټر ، او د مینځنۍ فریکونسي بریښنا رسولو. دا اساسا د کاربن فولاد کمربند نرمولو او انیل کولو لپاره کارول کیږي.
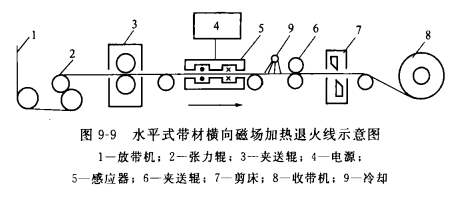
د فولادو پټې انتقالي مقناطیسي انډکشن حرارتی انیلینګ تولید لاین افقی ترتیب په 9-9 شکل کې ښودل شوی. د فولادو کمربند مخکښ سرعت اساسا د ټیک اپ ماشین ټراکټور سرعت لخوا ټاکل کیږي. په ورته وخت کې ، د انیل کولو پرمهال د فولادو پټې فشار د ټینشن سپیک لخوا تنظیم شوی. د انیل کولو وروسته ، د فولادو پټه د شاور سره د اوبو په شیندلو سره یخ کیږي. د تودوخې تودوخې او د فولادو پټې حرارتي بریښنا د بریښنایی کنټرول سیسټم لخوا تنظیم کیږي.
پورته په لنډ ډول دوه نیمه صنعتي ازموینې تجهیزات معرفي کوي چې د حوالې لپاره د سټریپونو مقناطیسي ساحه انډکشن حرارتی انیلینګ درملنې کې کارول کیږي.