
- 24
- Sep
Şerit enine manyetik alan indüksiyonlu ısıtma tavlama tedavisi formu
Şerit enine manyetik alan indüksiyon ısıtma tavlama tedavisi Airdrop Formu
Enine manyetik alan ısıtma tavlama işlemi kabaca iki forma ayrılır: dikey tavlama ünitesi ve yatay üretim hattı.
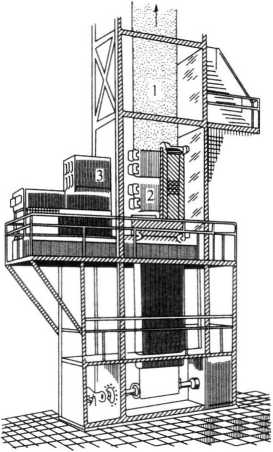 (1) Dikey tavlama ünitesi Şekil, çelik şerit enine manyetik alan indüksiyonlu ısıtma için dikey bir tavlama ünitesini göstermektedir. Ünite, çözme, çekiş, geri sarma, gerilim kontrolü, indüktör ve ara frekans güç kaynağı gibi ana parçalardan oluşur. Esas olarak karbon çelik kayışı yumuşatmak ve tavlamak için kullanılır.
(1) Dikey tavlama ünitesi Şekil, çelik şerit enine manyetik alan indüksiyonlu ısıtma için dikey bir tavlama ünitesini göstermektedir. Ünite, çözme, çekiş, geri sarma, gerilim kontrolü, indüktör ve ara frekans güç kaynağı gibi ana parçalardan oluşur. Esas olarak karbon çelik kayışı yumuşatmak ve tavlamak için kullanılır.
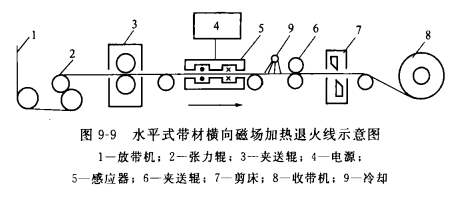
Çelik şerit enine manyetik indüksiyonlu ısıtma tavlama üretim hattının yatay yerleşimi Şekil 9-9’da gösterilmektedir. Çelik kayışın ileri hızı, esas olarak, çekme makinesinin traktörünün hızı ile belirlenir. Aynı zamanda, tavlama sırasında çelik şeridin gerilimi, gergi teli ile ayarlanır. Tavlamadan sonra çelik şerit, duş ile su püskürtülerek soğutulur. Çelik şeridin ısıtma sıcaklığı ve ısıtma gücü elektronik kontrol sistemi tarafından düzenlenir.
Yukarıda kısaca referans olarak şeritlerin enine manyetik alan indüksiyonlu ısıtma tavlama işleminde kullanılan iki yarı endüstriyel test ekipmanı tanıtılmaktadır.