- 09
- Oct
Çelik altıgen bıçağın yüksek frekanslı su verme ekipmanı ile ısıl işlemi neden kırılma üretir?
Çelik altıgen bıçağın ısıl işlemi neden yüksek frekanslı söndürme ekipmanı kırılma üretmek
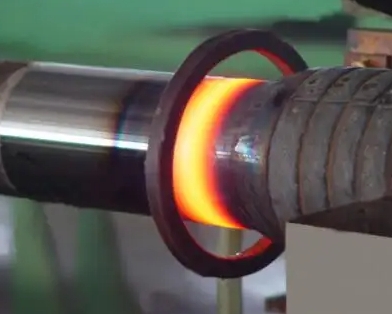
Üretim ihtiyaçlarını karşılamak için, ısıl işlem için genellikle yüksek frekanslı su verme ekipmanı kullanıyoruz. Bununla birlikte, üretimde, körleme bıçağının genellikle köşelerde kırıldığı ve düştüğü ve bıçağın hasar gördüğü, kalıbın bozulmasına ve hurdaya çıkmasına neden olduğu tespit edilmiştir. Körleme bıçağı üzerindeki körleme kalıbı çalışır durumda olduğundan, esas olarak körlemenin (35 çelik somun çubuğu) plastik deformasyon direncinin ve malzeme kırılma direnci tarafından oluşturulan M1 ve M2 yanal momentlerinin etkisini taşır, bu da neden olması kolaydır. bıçağın köşesi kırılır ve başarısız olur. Öte yandan, körleme sırasında kalıp ve çubuk arasında bir boşluk vardır, bu da körleme sırasında yanal momente neden olur ve bu da körleme bıçağının zarar görmesine neden olur.