
- 07
- Dec
عملية تسخين خط إنتاج التلدين المستمر بالأنابيب النحاسية
عملية تسخين خط إنتاج التلدين المستمر بالأنابيب النحاسية
يتم استخدام مصدر الطاقة المطلوب 400KW / 6KHZ لتزويد الطاقة لهيكل فرن التسخين. يقوم جسما فرن التسخين بتسخين الأنابيب النحاسية. بعد أن يؤدي كل جسم فرن زيادة سريعة في درجة الحرارة على الأنابيب النحاسية ، بعد عملية حفظ حرارة قصيرة ، لا توجد عملية تسخين ، من أجل منع الأنبوب النحاسي من خفض رأسه وعدم القدرة على المحاذاة عند دخول الحث التالي الفرن ، يوجد جهاز بكرة ميكانيكية في المنتصف لتحديد المواقع ؛ من أجل منع أكسدة عملية تسخين الأنبوب النحاسي ، يتم تركيب جسمين للفرن وأجزاء توجيه في أحدهما في غلاف مغلق ، يتم إدخال غاز خامل فيه ؛ يبلغ طول كل جسم فرن 400 مم ، والمسافة بين جهاز الأسطوانة الميكانيكية وجسم الفرن 20 مم على جانب واحد ، ويبلغ الطول الإجمالي لجسم الفرن 800 مم. ضع في اعتبارك أن الغلاف يحتل جزءًا من المساحة ، يجب أن يكون الطول الإجمالي لجزء التسخين 1200 مم.
تم تثبيت جسمي الفرن ومجموعة من قواعد جهاز الأسطوانة الميكانيكية على نفس قاعدة جسم الفرن. إن غلاف جسم الفرن عبارة عن سبيكة نحاسية صلبة ، والتي يمكنها في نفس الوقت تشغيل وظيفة ختم الغاز الواقي والدرع المغناطيسي ، بحيث لا يتم تسخين الإطار ، والبكرات ، وما إلى ذلك عن طريق تحريض تسرب التدفق المغناطيسي ؛ تم تصميم غلاف الفرن ليكون قابلًا للفصل ، مما يوفر الراحة لصيانة جسم الفرن واستبدال جهاز الأسطوانة الميكانيكية.
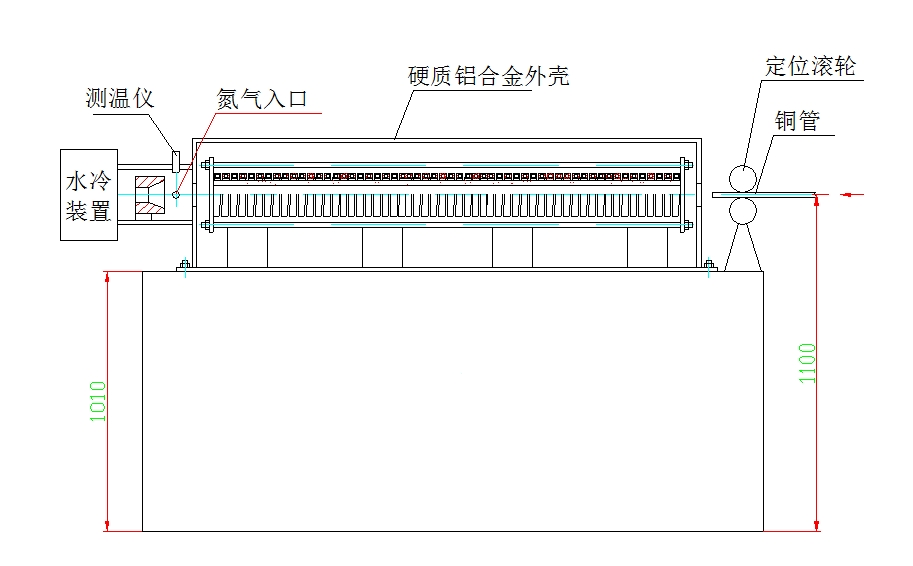
رسم تخطيطي لجزء من معدات جسم الفرن (الشكل 1)
https://songdaokeji.cn/13909.html
https://songdaokeji.cn/13890.html