- 09
- Jun
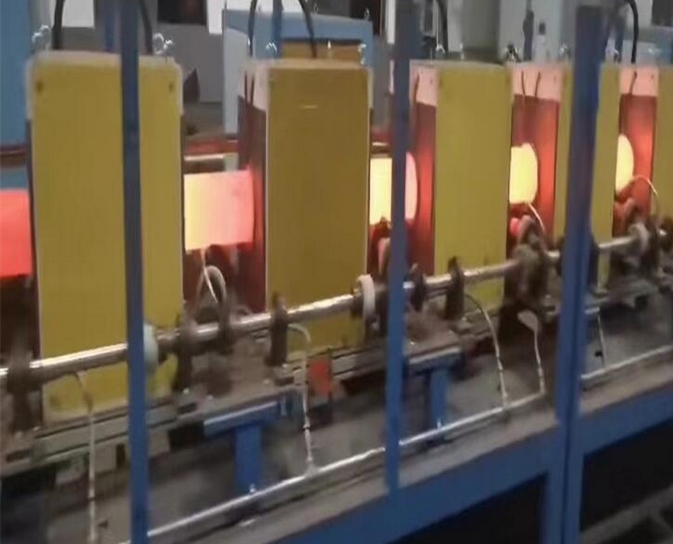
Mga bahin sa steel bar forging diathermy furnace:
Mga bahin sa steel bar forging diathermy furnace:
1. Dili kaayo oxidative decarburization sa panahon sa proseso sa pagpainit sa steel bar: Tungod kay ang kainit namugna sa sulod sa gipainit nga workpiece, ang pagpainit rate paspas, ang kahusayan taas, ug ang nawong sa workpiece dili kaayo oxidized ug decarburized, pagluwas sa hilaw nga materyales .
2. Ang kinatibuk-ang temperatura sa pagpainit sa steel bar managsama, ang katukma sa pagkontrol sa temperatura taas, ang kalainan sa temperatura gamay, ug walay polusyon:
3. Ang katukma sa pagkontrol sa temperatura sa pagpainit sa lingin nga puthaw hilabihan ka taas ug ang kalainan sa temperatura tali sa kinauyokan ug sa nawong ubos, mao nga walay makadaot nga gas, aso, kusog nga kahayag ug uban pang polusyon sa palibot sa panahon sa proseso sa produksyon.
4. Ang diathermy electric furnace alang sa steel bar forging adunay 100% nga start-up success rate ug taas nga kasaligan: sa pagsugod sa pagpainit, kini mahimong sugdan direkta ug dali sa bisan unsang temperatura (bugnaw / init) ug ubos sa bisan unsang load (uban sa billet sa induction furnace/walay billet). Ang rate sa kalampusan sa pagsugod mao ang 100%. Ug pinaagi sa awtomatikong teknolohiya sa kompensasyon sa temperatura, ang temperatura paspas nga mosaka aron malikayan ang pagkawala sa basura sa pagsugod ug mapaayo ang kahusayan sa produksiyon. Sa katapusan sa pagpainit, ang hudno mahimong mahaw-as gikan sa bug-os nga load ngadto sa walay load, ug unya usa ka kwalipikado nga billet: sa diha nga ang usa ka billet mosulod sa induction hudno, ang output gahum mahimong awtomatikong adjust ubos sa kahimtang sa kanunay nga mga kausaban sa hudno load. , aron ang temperatura sa billet lig-on ug mapadayon. Ang kanunay nga temperatura nga output niini, samtang nagpadayon sa pagpainit, hingpit nga naghaw-as sa katapusang kuwalipikadong billet sa induction furnace, nga naglikay sa pagkawala sa basura sa panahon sa pagsira.