- 09
- Jun
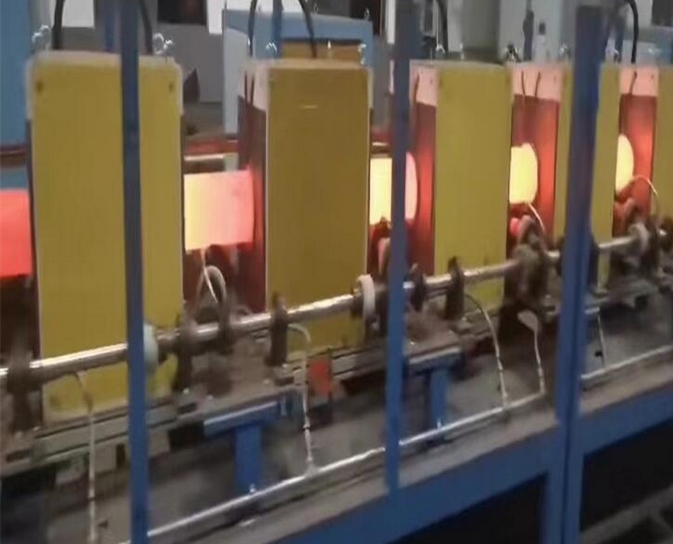
સ્ટીલ બાર ફોર્જિંગ ડાયથર્મી ફર્નેસની વિશેષતાઓ:
સ્ટીલ બાર ફોર્જિંગ ડાયથર્મી ફર્નેસની વિશેષતાઓ:
1. સ્ટીલ બારની હીટિંગ પ્રક્રિયા દરમિયાન ઓછું ઓક્સિડેટીવ ડીકાર્બ્યુરાઇઝેશન: ગરમ વર્કપીસની અંદર ગરમી ઉત્પન્ન થતી હોવાથી, હીટિંગ રેટ ઝડપી છે, કાર્યક્ષમતા વધુ છે, અને વર્કપીસની સપાટી ઓછી ઓક્સિડાઇઝ્ડ અને ડીકાર્બ્યુરાઇઝ્ડ છે, કાચી સામગ્રીની બચત કરે છે. .
2. સ્ટીલ બારનું એકંદર ગરમીનું તાપમાન એકસમાન છે, તાપમાન નિયંત્રણની ચોકસાઈ ઊંચી છે, તાપમાનનો તફાવત નાનો છે, અને કોઈ પ્રદૂષણ નથી:
3. રાઉન્ડ સ્ટીલની હીટિંગ તાપમાન નિયંત્રણની ચોકસાઈ અત્યંત ઊંચી છે અને કોર અને સપાટી વચ્ચેના તાપમાનનો તફાવત ઓછો છે, તેથી ઉત્પાદન પ્રક્રિયા દરમિયાન કોઈ હાનિકારક ગેસ, ધુમાડો, મજબૂત પ્રકાશ અને પર્યાવરણનું અન્ય પ્રદૂષણ હશે નહીં.
4. સ્ટીલ બાર ફોર્જિંગ માટે ડાયથર્મી ઇલેક્ટ્રિક ફર્નેસ 100% સ્ટાર્ટ-અપ સફળતા દર અને ઉચ્ચ વિશ્વસનીયતા ધરાવે છે: હીટિંગની શરૂઆતમાં, તેને કોઈપણ તાપમાન (ઠંડા/ગરમ) અને કોઈપણ ભાર હેઠળ (સાથે) સીધી અને ઝડપથી શરૂ કરી શકાય છે. ઇન્ડક્શન ફર્નેસમાં બિલેટ/બિલેટ વિના). સ્ટાર્ટઅપ સફળતાનો દર 100% છે. અને સ્વચાલિત તાપમાન વળતર તકનીક દ્વારા, સ્ટાર્ટઅપ કચરાના નુકસાનને ટાળવા અને ઉત્પાદન કાર્યક્ષમતામાં સુધારો કરવા માટે તાપમાન ઝડપથી વધે છે. હીટિંગના અંતે, ભઠ્ઠીને સંપૂર્ણ લોડથી નો-લોડ સુધી ખાલી કરી શકાય છે, અને પછી લાયક બિલેટ: જ્યારે બિલેટ ઇન્ડક્શન ફર્નેસમાં પ્રવેશ કરે છે, ત્યારે ભઠ્ઠીના ભારમાં સતત ફેરફારોની સ્થિતિ હેઠળ આઉટપુટ પાવર આપમેળે ગોઠવી શકાય છે. , જેથી બિલેટનું તાપમાન સ્થિર અને જાળવવામાં આવે. તેનું સતત તાપમાન આઉટપુટ, ગરમી ચાલુ રાખતી વખતે, ઇન્ડક્શન ફર્નેસમાં છેલ્લી લાયક બિલેટને સંપૂર્ણપણે ખાલી કરે છે, શટડાઉન દરમિયાન કચરાના નુકસાનને ટાળે છે.