
- 21
- Sep
¿Cómo funciona el enfriamiento automático del horno de calentamiento por inducción con pasador de riel horizontal?
¿Cómo funciona el enfriamiento automático del horno de calentamiento por inducción con pasador de riel horizontal?
Los pasadores de oruga son piezas largas y delgadas. Hay muchas piezas en cada tractor o máquina de construcción. Por lo tanto, generalmente se usan procesos de enfriamiento automático en horno de calentamiento por inducción y enfriamiento por barrido. La Figura 8-27 muestra el enfriamiento del horno de calentamiento por inducción con pasador de riel horizontal. Consiste en una tolva de carga, un mecanismo de transmisión, una rueda de alimentación magnética y un canal de descarga. Generalmente hay una sección de área no endurecida en ambos extremos del pasador de riel para insertar el pasador abierto y la arandela. Con este fin, se proporciona un interruptor de límite para detener el calentamiento en un área de extremo corto, y los pasadores de la pista pueden caer automáticamente uno a la vez de la caja de carga y entrar en la rueda de alimentación del rodillo magnético. Hay un eje de engranaje 2 en la caja de carga que gira continuamente, de modo que los pasadores apilados en múltiples capas en la caja vibran continuamente para evitar que los pasadores obstruyan la abertura descendente de la tolva. El pasador avanza axialmente sobre el rodillo en forma de V. Hay un imán permanente cilíndrico dentro del rodillo en forma de V, que asegura que el rodillo atraerá el pasador sin deslizarse cuando el rodillo esté girando. Por lo tanto, la velocidad de movimiento del pasador depende del diámetro del punto de contacto entre el rodillo en forma de V y el pasador y la velocidad de rotación del rodillo. Por ejemplo, el diámetro del punto de contacto del rodillo es de 75 mm y la velocidad de alimentación del pasador es de 23 mm / s. En base a esto, se puede calcular la relación de transmisión del motorreductor y el engranaje seleccionados. El pasador del rodillo de transferencia no gira. Cuando el pasador sale del último rodillo y entra en la ranura de descarga, el rodillo de presión del rodillo de resorte de compresión 11 se levantará, dando una señal, la válvula solenoide actuará y la rampa subirá. Se deja caer automáticamente un alfiler sobre el rodillo, y cada vez que se retira una bola de baile apagada a la derecha, también se deja caer un alfiler sin apagar sobre el rodillo de la izquierda. Este tipo de máquina herramienta utiliza una fuente de alimentación de frecuencia intermedia de 100 kW, 8 kHz, Pines de 22mm x430mm, y su salida alcanza más de 180 piezas / h. El operador solo necesita agregar pasadores a la tolva.
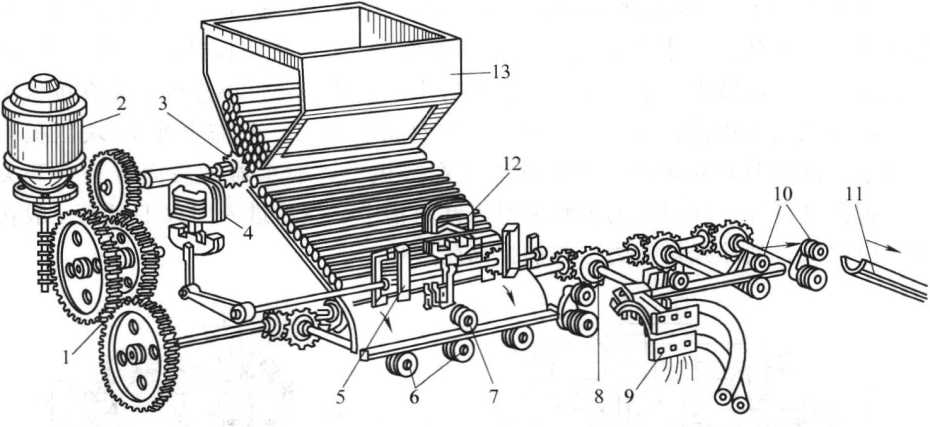
Figura 8-27 Enfriamiento del horno de calentamiento por inducción con pasador de riel horizontal
1 Un engranaje de transmisión 2-el motor de transmisión del eje del engranaje 3 y el rodillo 6 3-el eje del engranaje de agitación para evitar que el pasador obstruya la boca de la tolva
4 — Electroimán que controla el mecanismo de descarga 5 — Mecanismo de alimentación que solo libera un pasador a la vez 6 — Rodillo impulsor
7 — Rueda de arrastre 8 — Engranaje cónico de transmisión 9 — Inductor 10 — Presione el rodillo de resorte (perno de garantía
El movimiento no retrocede) 11 — Canaleta de descarga 12 — Electroimán 13 — Tolva de carga