
- 21
- Sep
How does the horizontal track pin automatic induction heating furnace quenching work?
How does the horizontal track pin automatic induction heating furnace quenching work?
Crawler pins are long and slender parts. There are many pieces on each tractor or construction machine. Therefore, automatic induction heating furnace quenching and scanning quenching processes are generally used. Figure 8-27 shows the horizontal track pin induction heating furnace quenching. It consists of a loading hopper, a transmission mechanism, a magnetic feeding wheel, and a discharge trough. There is generally a section of non-hardened area at both ends of the track pin to insert the open pin and washer. To this end, a limit switch is provided to stop heating at a short end area, and the track pins can automatically fall one at a time from the loading box and enter the magnetic roller feeding wheel. There is a gear shaft 2 in the charging box that continuously rotates, so that the pins piled up in multiple layers in the box vibrate continuously to prevent the pins from clogging the falling opening of the hopper. The pin advances axially on the V-shaped roller. There is a cylindrical permanent magnet inside the V-shaped roller, which ensures that the roller will attract the pin without sliding when the roller is rotating. Therefore, the moving speed of the pin depends on the diameter of the contact point between the V-shaped roller and the pin and the rotation speed of the roller. For example, the diameter of the roller contact point is 75mm, and the pin feeding speed is 23mm/s. Based on this, the gear ratio of the selected motor reducer and gear can be calculated. The pin on the transfer roller does not rotate. When the pin leaves the last roller and enters the discharge slot, the pressure roller of the compression spring roller 11 will be lifted, giving a signal, the solenoid valve will act, and the chute will go up. A pin is automatically dropped onto the roller, and every time a quenched dance ball is removed on the right, an unquenched pin is also dropped on the roller on the left. This kind of machine tool uses 100kW, 8kHz intermediate frequency power supply, quenching</>22mm x430mm pins, and its output reaches more than 180 pieces/h. The operator only needs to add pins to the hopper.
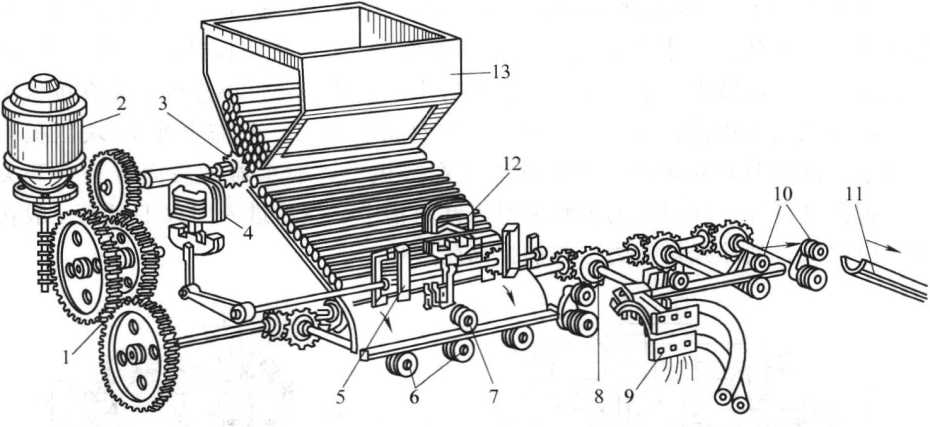
Figure 8-27 Quenching of horizontal track pin induction heating furnace
1 A transmission gear 2-the transmission motor of the gear shaft 3 and the roller 6 3-the agitation gear shaft to prevent the pin from plugging the hopper mouth
4—Electromagnet that controls the unloading mechanism 5—Feeding mechanism that only releases one pin at a time 6—Drive roller
7—Pinch wheel 8—Drive bevel gear 9—Inductor 10—Press spring roller (guarantee pin
Movement does not slip back) 11—Unloading trough 12—Electromagnet 13—Loading hopper