- 29
- Jul
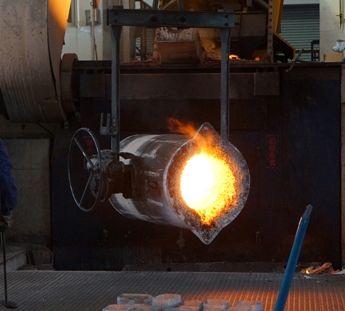
મેટલ મેલ્ટિંગ ફર્નેસના સલામત સંચાલન માટે સાવચેતીઓ
- 29
- જુલાઈ
- 29
- જુલાઈ
ની સલામત કામગીરી માટે સાવચેતીઓ મેટલ ગલન ભઠ્ઠી
1. ભઠ્ઠી ખોલતા પહેલા તૈયારી
(1) ભઠ્ઠીની અસ્તર તપાસો. જ્યારે ભઠ્ઠીના અસ્તરની જાડાઈ (એસ્બેસ્ટોસ પ્લેટ સિવાય) પહેર્યા પછી 65-80 મીમી કરતા ઓછી હોય, ત્યારે ભઠ્ઠીનું સમારકામ કરવું આવશ્યક છે;
(2) તિરાડો માટે તપાસો. 3 મીમીથી ઉપરની તિરાડોને સમારકામ માટે ભઠ્ઠીની અસ્તર સામગ્રીથી ભરવામાં આવવી જોઈએ;
(3) ખાતરી કરો કે ઠંડુ પાણી અનાવરોધિત છે.
2. ખોરાક આપવાની સૂચનાઓ
ભઠ્ઠીના કવરમાં મૂક્યા પછી, તપાસો કે ફર્નેસ બ્લોક ખરેખર ભઠ્ઠીના તળિયે મૂકવામાં આવ્યો છે કે કેમ;
ભીના ચાર્જને અંદર ન આવવા દો. છેલ્લા ઉપાય તરીકે, ડ્રાય ચાર્જમાં મૂક્યા પછી, ભીની સામગ્રીને તેની ઉપર મૂકો, અને ભઠ્ઠી બનાવવા પહેલાં પાણીનું બાષ્પીભવન કરવા માટે ભઠ્ઠીમાં ગરમી દ્વારા સૂકવવાની પદ્ધતિનો ઉપયોગ કરો;
શક્ય તેટલું ટેપ કર્યા પછી બાકીના પીગળેલા લોખંડ પર ચિપ્સ મૂકવી જોઈએ. એક સમયે ઇનપુટની માત્રા ભઠ્ઠીની રકમના દસમા ભાગ કરતાં ઓછી હોય છે, અને તે સમાનરૂપે ઇનપુટ હોવી જોઈએ;
(4) ટ્યુબ્યુલર અથવા હોલો ચાર્જ ઉમેરશો નહીં. આ હવાના ઝડપી વિસ્તરણને કારણે છે, જે વિસ્ફોટના જોખમમાં હોઈ શકે છે;
(5) ચાર્જને ધ્યાનમાં લીધા વિના, છેલ્લો ચાર્જ ઓગળે તે પહેલાં આગલા મેલ્ટમાં મૂકો.
(6) જો તમે ઘણાં કાટ અને રેતીવાળા ચાર્જનો ઉપયોગ કરો છો, અથવા એક સમયે ખૂબ ઠંડા ચાર્જ ઉમેરો છો, તો “બ્રિજિંગ” થવું સરળ છે, અને “બ્રિજિંગ” ટાળવા માટે પ્રવાહી સ્તરને વારંવાર તપાસવું આવશ્યક છે, નીચું પીગળેલું આયર્ન વધુ ગરમ થશે, જેના કારણે નીચલા અસ્તર કાટ લાગશે, પીગળેલા લોખંડનું લીકેજ પણ થશે.
3. મેટલ ઓગળતી ભઠ્ઠીમાં પીગળેલા લોખંડના તાપમાનનું સંચાલન
ટેપીંગ તાપમાન જરૂરી મૂલ્ય કરતાં વધુ ન હોવું જોઈએ. પીગળેલા લોખંડનું ખૂબ ઊંચું તાપમાન ભઠ્ઠીના અસ્તરના જીવનને મોટા પ્રમાણમાં ઘટાડે છે. એસિડ ફર્નેસ લાઇનિંગ 1500 °C થી ઉપર પહોંચે છે, તે ખૂબ જ ઝડપથી હાથ ધરવામાં આવે છે, અને પીગળેલા લોખંડની રચના પણ બદલાય છે. કાર્બન તત્વ બળી જાય છે અને સિલિકોનનું પ્રમાણ વધે છે.