- 29
- Jul
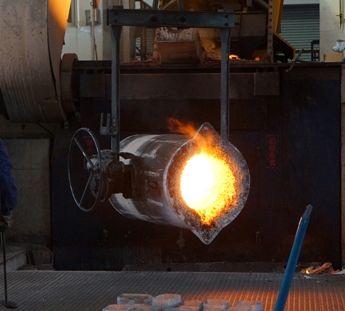
మెటల్ మెల్టింగ్ ఫర్నేస్ యొక్క సురక్షితమైన ఆపరేషన్ కోసం జాగ్రత్తలు
- 29
- జూలై
- 29
- జూలై
యొక్క సురక్షిత ఆపరేషన్ కోసం జాగ్రత్తలు మెటల్ ద్రవీభవన కొలిమి
1. కొలిమిని తెరవడానికి ముందు తయారీ
(1) ఫర్నేస్ లైనింగ్ను తనిఖీ చేయండి. ఫర్నేస్ లైనింగ్ (ఆస్బెస్టాస్ ప్లేట్ మినహా) యొక్క మందం ధరించిన తర్వాత 65-80 మిమీ కంటే తక్కువగా ఉన్నప్పుడు, కొలిమిని మరమ్మత్తు చేయాలి;
(2) పగుళ్ల కోసం తనిఖీ చేయండి. 3 మిమీ పైన ఉన్న పగుళ్లు మరమ్మత్తు కోసం ఫర్నేస్ లైనింగ్ పదార్థాలతో నింపాలి;
(3) శీతలీకరణ నీరు అన్బ్లాక్ చేయబడిందని నిర్ధారించుకోండి.
2. ఫీడింగ్ సూచనలు
ఫర్నేస్ కవర్లో ఉంచిన తర్వాత, కొలిమి బ్లాక్ వాస్తవానికి కొలిమి దిగువన ఉంచబడిందో లేదో తనిఖీ చేయండి;
తడి ఛార్జ్ని లోపలికి అనుమతించవద్దు. చివరి ప్రయత్నంగా, డ్రై ఛార్జ్లో ఉంచిన తర్వాత, తడి పదార్థాన్ని దాని పైన ఉంచండి మరియు కొలిమిలో వేడిచే ఆరబెట్టే పద్ధతిని ఉపయోగించి ఫర్నేసైజేషన్కు ముందు నీటిని ఆవిరైపోతుంది;
వీలైనంత వరకు నొక్కిన తర్వాత మిగిలిన కరిగిన ఇనుముపై చిప్స్ వేయాలి. ఒక సమయంలో ఇన్పుట్ మొత్తం ఫర్నేస్ మొత్తంలో పదో వంతు కంటే తక్కువగా ఉంటుంది మరియు అది తప్పనిసరిగా సమానంగా ఇన్పుట్ అయి ఉండాలి;
(4) గొట్టపు లేదా ఖాళీ ఛార్జ్ జోడించవద్దు. ఇది గాలి యొక్క వేగవంతమైన విస్తరణ కారణంగా ఉంది, ఇది పేలుడు ప్రమాదంలో ఉండవచ్చు;
(5) ఛార్జ్తో సంబంధం లేకుండా, చివరి ఛార్జ్ కరిగిపోయే ముందు తదుపరి మెల్ట్లో ఉంచండి.
(6) మీరు చాలా తుప్పు మరియు ఇసుకతో కూడిన ఛార్జ్ని ఉపయోగిస్తే లేదా ఒక సమయంలో ఎక్కువ కోల్డ్ ఛార్జ్ని జోడించినట్లయితే, “బ్రిడ్జింగ్” అనేది చాలా సులభం, మరియు “బ్రిడ్జింగ్” నివారించడానికి ద్రవ స్థాయిని తరచుగా తనిఖీ చేయాలి, తక్కువ కరిగిన ఇనుము వేడెక్కుతుంది, దీని వలన దిగువ పొర తుప్పు, కరిగిన ఇనుము కూడా లీకేజీ అవుతుంది.
3. మెటల్ మెల్టింగ్ ఫర్నేస్లో కరిగిన ఇనుము ఉష్ణోగ్రత నిర్వహణ
ట్యాపింగ్ ఉష్ణోగ్రత అవసరమైన విలువను మించకూడదు. చాలా ఎక్కువ కరిగిన ఇనుము ఉష్ణోగ్రత ఫర్నేస్ లైనింగ్ యొక్క జీవితాన్ని బాగా తగ్గిస్తుంది. యాసిడ్ ఫర్నేస్ లైనింగ్ 1500 ° C పైన చేరుకోవడంతో, ఇది చాలా త్వరగా నిర్వహించబడుతుంది మరియు కరిగిన ఇనుము యొక్క కూర్పు కూడా మారుతుంది. కార్బన్ మూలకం కాలిపోతుంది మరియు సిలికాన్ కంటెంట్ పెరుగుతుంది.