
- 07
- Dec
કોપર ટ્યુબ ઇન્ડક્શન સતત એનેલીંગ પ્રોડક્શન લાઇનની હીટિંગ પ્રક્રિયા
કોપર ટ્યુબ ઇન્ડક્શન સતત એનેલીંગ પ્રોડક્શન લાઇનની હીટિંગ પ્રક્રિયા
જરૂરી પાવર સપ્લાય 400KW/6KHZ નો ઉપયોગ બે હીટિંગ ફર્નેસ બોડીને પાવર સપ્લાય કરવા માટે થાય છે. બે હીટિંગ ફર્નેસ બોડી કોપર પાઈપોને ગરમ કરે છે. દરેક ભઠ્ઠી શરીર તાંબાના પાઈપો પર તાપમાનમાં ઝડપી વધારો કરે છે, ટૂંકી ગરમી જાળવણીની પ્રક્રિયા પછી, આ પ્રક્રિયા કોપર ટ્યુબને તેનું માથું નીચું થતું અટકાવવા અને આગલા ઇન્ડક્શનમાં પ્રવેશતી વખતે સંરેખિત કરવામાં અસમર્થ થવા માટે, ગરમીની કોઈ પ્રક્રિયા નથી. ભઠ્ઠી, સ્થિતિ માટે મધ્યમાં એક યાંત્રિક રોલર ઉપકરણ છે; કોપર ટ્યુબ હીટિંગ પ્રક્રિયાના ઓક્સિડેશનને રોકવા માટે, બે ભઠ્ઠી સંસ્થાઓ અને માર્ગદર્શિકા ભાગો એક સીલબંધ શેલમાં સ્થાપિત કરવામાં આવે છે, તેમાં નિષ્ક્રિય ગેસ દાખલ કરવામાં આવે છે; દરેક ફર્નેસ બોડીની લંબાઈ 400MM છે, મિકેનિકલ રોલર ડિવાઇસ અને ફર્નેસ બોડી વચ્ચેનું અંતર એક બાજુ 20MM છે, અને ફર્નેસ બોડીની કુલ લંબાઈ 800MM છે. શેલ જગ્યાના ભાગ પર કબજો કરે છે તે ધ્યાનમાં લો, હીટિંગ ભાગની કુલ લંબાઈ 1200mm હોવી જરૂરી છે.
બે ફર્નેસ બોડી અને મિકેનિકલ રોલર ડિવાઇસ બેઝનો સમૂહ એક જ ફર્નેસ બોડી બેઝ પર નિશ્ચિત છે. ફર્નેસ બોડીનો શેલ સખત કોપર એલોય છે, જે એક સાથે રક્ષણાત્મક ગેસ સીલિંગ અને મેગ્નેટિક શિલ્ડિંગ ફંક્શન ભજવી શકે છે, જેથી ફ્રેમ, રોલર્સ વગેરે. તે ચુંબકીય પ્રવાહ લિકેજ ઇન્ડક્શન દ્વારા ગરમ ન થાય; ભઠ્ઠીના શેલને અલગ પાડી શકાય તે રીતે ડિઝાઇન કરવામાં આવ્યું છે, જે ફર્નેસ બોડીની જાળવણી અને યાંત્રિક રોલર ઉપકરણને બદલવાની સુવિધા પૂરી પાડે છે.
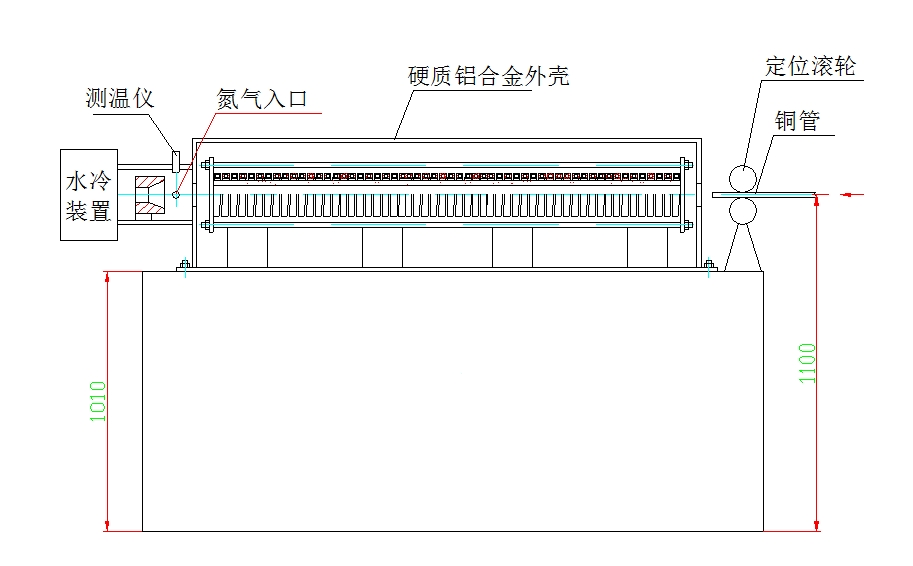
ભઠ્ઠીના શરીરના સાધનોના ભાગની યોજનાકીય રેખાકૃતિ (આકૃતિ 1)
https://songdaokeji.cn/13909.html
https://songdaokeji.cn/13890.html