- 10
- Aug
ਸਤਹ ਸਖਤ ਹੋਣ ਤੋਂ ਇਲਾਵਾ, ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਫਰਨੇਸ ਵਿੱਚ ਹੋਰ ਕਿਹੜੀਆਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਹੁੰਦੀਆਂ ਹਨ?
ਸਤਹ ਸਖਤ ਹੋਣ ਤੋਂ ਇਲਾਵਾ, ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਫਰਨੇਸ ਵਿੱਚ ਹੋਰ ਕਿਹੜੀਆਂ ਐਪਲੀਕੇਸ਼ਨਾਂ ਹੁੰਦੀਆਂ ਹਨ?
ਸਤਹ ਸਖ਼ਤ ਕਰਨ ਤੋਂ ਇਲਾਵਾ, ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਭੱਠੀਆਂ ਹੇਠ ਲਿਖੇ ਪਹਿਲੂਆਂ ਵਿੱਚ ਵੀ ਵਰਤੇ ਜਾਂਦੇ ਹਨ:
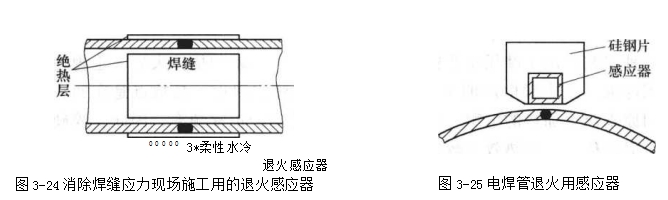
(1) ਤਣਾਅ ਤੋਂ ਰਾਹਤ ਅਤੇ ਸਧਾਰਣ ਚਿੱਤਰ 3-24 ਇੱਕ ਲਚਕਦਾਰ ਵਾਟਰ-ਕੂਲਡ ਕੋਇਲ ਦਿਖਾਉਂਦਾ ਹੈ ਜੋ ਇੱਕ ਕੇਸਿੰਗ ਦੇ ਬੱਟ ਵੇਲਡ ਨੂੰ ਲਪੇਟਦਾ ਹੈ, ਅਤੇ ਵੈਲਡਿੰਗ ਸਥਿਤੀ ‘ਤੇ ਤਣਾਅ ਤੋਂ ਰਾਹਤ ਜਾਂ ਐਨੀਲਿੰਗ ਕਰਦਾ ਹੈ। ਚਿੱਤਰ 3-25 ਬੱਟ-ਵੇਲਡ ਪਾਈਪਾਂ ਦੇ ਲੰਮੀ ਨਿਰੰਤਰ ਵੇਲਡਾਂ ਨੂੰ ਐਨੀਲ ਕਰਨ ਲਈ ਸਿਲੀਕਾਨ ਸਟੀਲ ਸ਼ੀਟਾਂ ਨਾਲ ਲੈਸ ਇੱਕ ਲੀਨੀਅਰ ਇੰਡਕਟਰ ਦਿਖਾਉਂਦਾ ਹੈ। ਲੀਨੀਅਰ ਇੰਡਕਟਰ ਵੇਲਡ ਨੂੰ ਤਾਪਮਾਨ ਤੋਂ ਉੱਪਰ ਤੱਕ ਗਰਮ ਕਰਦਾ ਹੈ, ਤਾਂ ਜੋ ਬਣਤਰ ਨੂੰ ਮੁੜ-ਕ੍ਰਿਸਟਾਲ ਕੀਤਾ ਜਾ ਸਕੇ। ਟਰੈਕਟਰ ਦੇ ਹਾਈ-ਪ੍ਰੈਸ਼ਰ ਟਿਊਬਿੰਗ ਦੇ ਦੋਵੇਂ ਸਿਰੇ ਭੜਕਦੇ ਹਨ (20 ਸਟੀਲ), ਅਤੇ ਬੇਲਚੇ ਦੇ ਸਿਰ ‘ਤੇ ਦਾਣਿਆਂ ਨੂੰ ਸਧਾਰਣ ਕਰਨ ਲਈ ਇੰਡਕਸ਼ਨ ਨਾਰਮਲਾਈਜ਼ਿੰਗ ਦੀ ਵਰਤੋਂ ਵੀ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
(2) ਪ੍ਰਵੇਸ਼ ਬੁਝਾਉਣ ਅਤੇ ਟੈਂਪਰਿੰਗ ਆਇਲ ਵੈਲ ਇੰਜਨੀਅਰਿੰਗ ਲਈ ਪਾਈਪਾਂ, ਬਾਹਰੀ ਵਿਆਸ Φ60~Φ410 ਦੇ ਵਿਚਕਾਰ ਹੈ, ਕੰਧ ਦੀ ਮੋਟਾਈ 5~16mm ਦੇ ਵਿਚਕਾਰ ਹੈ, ਅਤੇ 1000Hz ਇੰਟਰਮੀਡੀਏਟ ਫ੍ਰੀਕੁਐਂਸੀ ਪਾਵਰ ਸਪਲਾਈ ਦੀ ਵਰਤੋਂ ਪ੍ਰਵੇਸ਼ ਹੀਟਿੰਗ ਬੁਝਾਉਣ ਅਤੇ ਟੈਂਪਰਿੰਗ (600~) ਲਈ ਕੀਤੀ ਗਈ ਹੈ। 700 ℃) ਇਹ ਇੱਕ ਵਿਚਕਾਰਲੇ ਬਾਰੰਬਾਰਤਾ ਪਾਵਰ ਸਪਲਾਈ ਨਾਲ ਵੀ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਪੇਚਾਂ ਦੇ ਬਲੈਂਕਸ ਨੂੰ ਸਖ਼ਤ ਕਰਨ ਅਤੇ ਟੈਂਪਰਿੰਗ ਨੂੰ ਵੀ ਡਾਇਥਰਮੀ ਭੱਠੀਆਂ ਵਿੱਚ ਸਫਲਤਾਪੂਰਵਕ ਵਰਤਿਆ ਗਿਆ ਹੈ।
(3) ਟਿਊਬ ਨੂੰ ਖਿੱਚਣ ਲਈ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਠੰਡੇ ਰਾਜ ਵਿੱਚ ਠੰਡੇ ਖਿੱਚੀ ਗਈ ਟਿਊਬ ਦਾ ਵਿਆਸ ਘਟਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਰ ਵਾਰ ਕਟੌਤੀ ਛੋਟੀ ਹੁੰਦੀ ਹੈ, ਐਨੀਲਿੰਗ ਅਤੇ ਪਿਕਲਿੰਗ ਤੋਂ ਇਲਾਵਾ, ਪ੍ਰਕਿਰਿਆ ਗੁੰਝਲਦਾਰ ਹੁੰਦੀ ਹੈ। ਟਿਊਬ ਨੂੰ ਖਿੱਚਣ ਲਈ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਦੀ ਵਰਤੋਂ ਵਿਆਸ ਦੀ ਕਮੀ ਨੂੰ 1.5 ਗੁਣਾ ਵਧਾ ਸਕਦੀ ਹੈ, ਅਤੇ ਐਨੀਲਿੰਗ, ਪਿਕਲਿੰਗ ਅਤੇ ਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਖਤਮ ਕਰ ਸਕਦੀ ਹੈ।