
- 16
- Sep
Как происходит закалка в автоматической печи индукционного нагрева коленчатого вала AKWH?
Как происходит закалка в автоматической печи индукционного нагрева коленчатого вала AKWH?
AKWH автоматический коленчатый вал печь индукционного нагрева закалка показана на рисунке. Закалка полностью автоматической печи индукционного нагрева коленчатого вала туннельного типа, длиной около 12 м и шириной 3.5 м, без учета тиристорного источника питания, гидравлической станции и двух устройств циркуляции охлаждающей воды. Источник питания – 3 тиристорных источника промежуточной частоты 160 кВт / 10 кГц. Особенность в том, что при закалке основной шейки используются три корректирующих устройства для предотвращения изгиба и деформации коленчатого вала.
Порядок работы следующий:
1) На первой станции сначала нагрейте шейки 2-го и 4-го шпинделей и откорректируйте корневое давление шейки 3-х шпинделей.
2) Нагрейте шейки шпинделей 1, 3 и 5 для исправления и прокрутите шейки шпинделей 2, 4. Используйте мощность 75-85 кВт, время 12 секунд.
3) На второй станции нагрейте фланец сальника. Мощность 40 ~ 60 кВт, время 4 с.
4) Третья станция, нагревает шейку шатуна, сначала нагревает 1, 4, затем 2, 3, корректирует фазовое давление 2, 4 шейки основной шейки. Он принимает мощность 55-75 кВт, пульсацию мощности, водный раствор полимера для закалочной жидкости, распылители жидкости с обеих сторон нижней ленты индуктора, закалочный трансформатор имеет толщину 70 мм, представляет собой ферритовый сердечник, а производительность составляет 45 штук / ч. (длина четырехцилиндрового коленчатого вала) составляет 650 мм, шейка главного вала – Φ65 мм, а шейка шатунного вала – Φ50 мм x 48 мм), коленчатый вал после закалки удлиняется примерно на 0.8 мм, а отклонение при изгибе составляет примерно 0.32 мм.
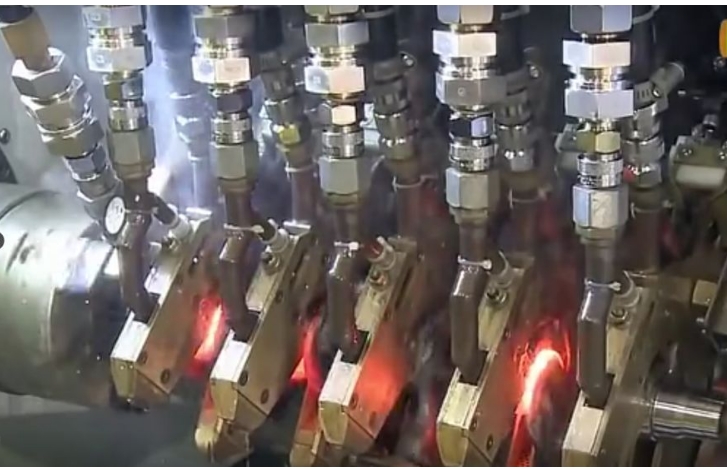
Автоматическая печь индукционного нагрева коленчатого вала