
- 16
- Sep
AKWH全自動曲軸感應加熱爐淬火是如何進行的?
AKWH全自動曲軸感應加熱爐淬火是如何進行的?
AKWH自動曲軸 感應加熱爐 淬火如圖所示。 全自動曲軸感應加熱爐淬火為隧道式,長約12m,寬約3.5m,不含晶閘管電源、液壓站和兩個冷卻水循環裝置。 電源為3×160kW/10kHz晶閘管中頻電源。 其特點是主軸頸淬火時設有三個校正裝置,防止曲軸彎曲變形。
工作程序如下:
1)在第一個工位,先加熱2、4錠的頸部,校正3錠頸部的根部壓力。
2)加熱1、3、5錠子的頸部,對2、4錠子的頸部進行矯正和捲起。使用功率75-85kW,時間12so
3) 在第二工位,加熱油封法蘭。 功率40~60kW,時間4s。
4)第三站,加熱連桿頸,先加熱1、4,再加熱2、3,校正2、4主頸頸的相壓。 採用功率55-75kW,功率脈動,淬火液聚合物水溶液,感應器下帶兩側噴液,淬火變壓器厚70mm,鐵氧體磁芯,生產率45個/h (四缸曲軸長度)為650mm,主軸頸Φ65mm,連桿軸頸Φ50mm x48mm),曲軸淬火後伸出約0.8mm,彎曲偏差約0.32mm。
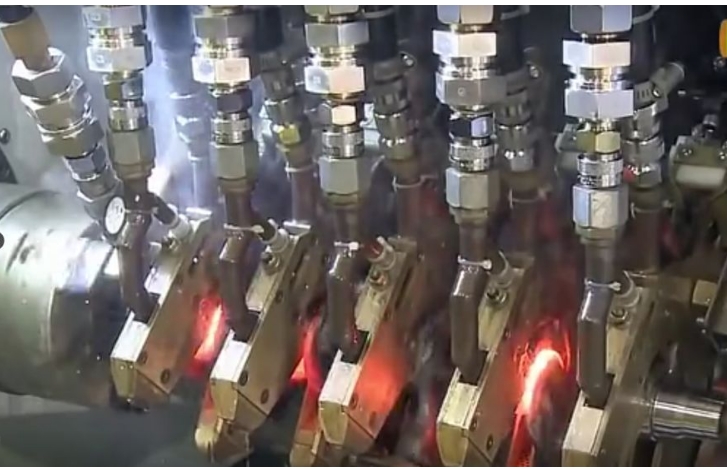
全自動曲軸感應加熱爐