- 05
- Sep
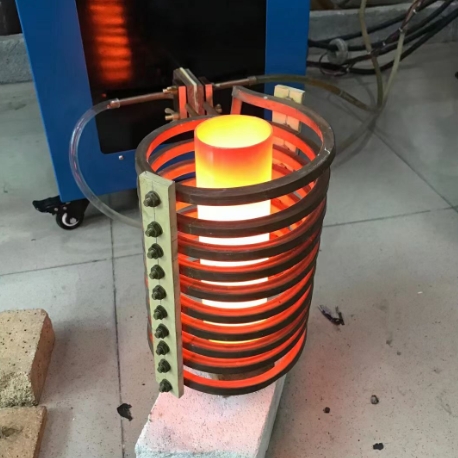
Precautions pikeun purchasing frékuénsi luhur quenching parabot mesin
Precautions pikeun purchasing alat-alat mesin quenching frékuénsi luhur
1. Kahiji sakabeh, perlu ngartos ukuran workpiece nu bakal quenched, tur pilih modél parabot luyu. Pikeun quenching, teu dianjurkeun ngagunakeun mesin kalawan kakuatan low pikeun quenching, nu bakal mangaruhan pangaruh quenching sakabéh.
2. Jero jeung aréa pemanasan diperlukeun pikeun quenching frékuénsi luhur; jero pemanasan, panjang pemanasan atawa aréa pemanasan, naha pemanasan sakabéh diperlukeun, lapisan karasa merlukeun lapisan jero kalawan frékuénsi osilasi low, sarta lapisan karasa deet dipilih.
3. Laju pemanasan diperlukeun pikeun quenching frékuénsi luhur; speed pemanasan diperlukeun téh gancang, sarta kakuatan kudu rélatif badag, sarta pangaruh quenching bakal hadé lamun speed quenching téh gancang.
4. waktos kerja kontinyu alat quenching frékuénsi luhur; waktos kerja kontinyu panjang, sarta alat-alat pemanasan induksi kalawan kakuatan rada gedé relatif dipilih.
5. Jarak sambungan tina alat-alat induksi frékuénsi luhur; sambungan na panjang, komo perlu disambungkeun ku kabel cai-tiis, sarta alat-alat pemanasan induksi kalawan kakuatan luhur kudu dipilih rélatif.
6. Prosés produksi frékuénsi luhur; umumna disebutkeun, pikeun quenching, las jeung prosés séjénna, kakuatan nu bisa dipilih relatif leutik, sarta frékuénsi bisa dipilih leuwih luhur; annealing, tempering jeung prosés séjénna, kakuatan relatif relatif badag, sarta frékuénsi dipilih handap; punching beureum, Pikeun calcining panas, smelting, jeung sajabana, lamun hiji prosés mibanda éfék diathermy alus diperlukeun, kakuatan kudu dipilih luhur jeung frékuénsi handap.
- Bahan tina workpiece alat mesin quenching; bahan logam kalawan titik lebur tinggi kakuatan rélatif tinggi, sarta titik lebur low kakuatan rélatif low; résistipitasna leutik, kakuatanana luhur, sareng résistivitasna luhur, kakuatanana leutik.