- 05
- Sep
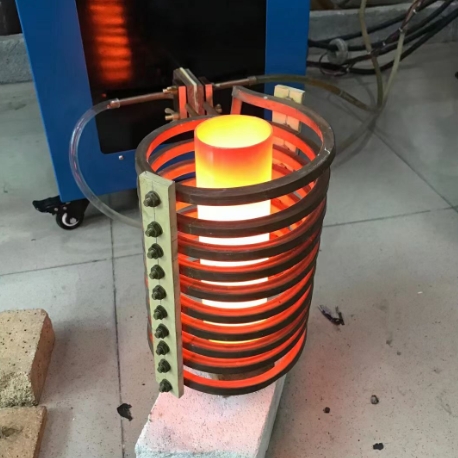
Försiktighetsåtgärder för inköp av högfrekventa härdningsmaskiner
Försiktighetsåtgärder vid inköp högfrekventa släckningsmaskiner
1. Först och främst är det nödvändigt att förstå storleken på arbetsstycket som ska kylas och välja lämplig utrustningsmodell. För härdning rekommenderas det inte att använda en maskin med låg effekt för härdning, vilket kommer att påverka den totala härdningseffekten.
2. Djupet och arean av uppvärmning som krävs för högfrekvent släckning; uppvärmningsdjup, uppvärmningslängd eller uppvärmningsarea, oavsett om den totala uppvärmningen krävs, hårdhetslagret kräver ett djupt lager med låg oscillationsfrekvens och ett grunt hårdhetslager väljs.
3. Uppvärmningshastigheten som krävs för högfrekvent släckning; den erforderliga uppvärmningshastigheten är snabb, och effekten bör vara relativt stor, och släckningseffekten blir bättre om släckningshastigheten är snabb.
4. Kontinuerlig arbetstid för högfrekvent härdutrustning; kontinuerlig arbetstid är lång och induktionsvärmeutrustning med något större effekt är relativt utvald.
5. Anslutningsavståndet för högfrekvent induktionsutrustning; anslutningen är lång och måste till och med anslutas med en vattenkyld kabel, och induktionsvärmeutrustningen med högre effekt bör väljas relativt.
6. Högfrekvent produktionsprocess; generellt sett, för härdning, svetsning och andra processer, kan effekten väljas relativt liten och frekvensen kan väljas högre; glödgning, härdning och andra processer, den relativa effekten är relativt stor och frekvensen väljs lägre; röd stansning, För varmkalcinering, smältning etc., om en process med god diatermieffekt krävs, bör effekten väljas högre och frekvensen lägre.
- Materialet i släckningsmaskinens arbetsstycke; metallmaterialet med hög smältpunkt är relativt hög effekt, och den låga smältpunkten är relativt låg effekt; resistiviteten är liten, effekten är hög, och resistiviteten är hög, effekten är liten.