- 07
- Dec
Arbetssätt för kopparrör induktionsuppvärmning kontinuerlig glödgning produktionslinje
Arbetssätt för kopparrör induktionsuppvärmning kontinuerlig glödgning produktionslinje
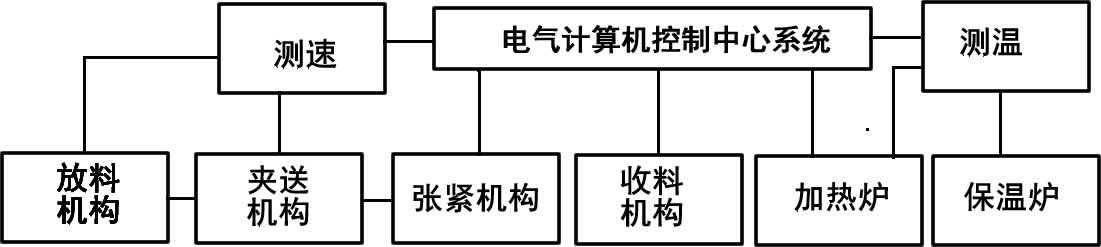
Kopparrörets induktionsuppvärmningslinje för kontinuerlig glödgning är helautomatisk. Efter att ha slutfört rörstyrningsarbetet behöver operatören bara ställa in glödgningslinjens hastighet och glödgningstemperatur online, och alla andra operationer realiseras automatiskt av datorn. Styrsystemets struktur för TL400 visas i figuren.
Styrsystemet har följande egenskaper:
(1) Drivsystemet för återlindnings- och avlindningsmekanismen och kläm- och korrigeringsmekanismen antar en serie vektorkontroller, och drivsystemet för spännmekanismen antar en DC-kontroller.
(2) Datorsystemet använder Taiwan Advantech. Operativsystemet xp kan realisera nätverksstyrning.
(3) Människa-maskin-gränssnittet antar Samsungs 23-tums LED-pekskärm, vilket är mycket bekvämt för drift och felsökningspersonal för att övervaka systemet.
(5) Applikationsmjukvara Förutom den konventionella logiska styrningen har applikationsmjukvaran för styrenheten för kontinuerlig glödgning av rörinduktion följande funktioner:
① PV (power-speed) automatisk följningsfunktion. Enligt rörspecifikationer och krav på glödgningsprocesser, mellanfrekvens strömförsörjning
Uteffekten följer automatiskt kopparrörets hastighet för att säkerställa stabiliteten i glödgningstemperaturen. Hastigheten på TL400 kopparrör kan kontinuerligt justeras från 20 till 400m/min.
②Använd den uppmätta modulen för att beräkna styrspänningen för mellanfrekvensströmförsörjningen. Metoden är enkel och pålitlig och är inte föremål för temperaturmätningsanordningar,
Påverkan av effektmätningssystemets arbetsstatus. Den exakta effektstyrningsmodellen säkerställer kontrollnoggrannheten för glödgningsugnen.
③ Mikrospänningskontrollfunktion för kopparrör. Kopparröret byggs automatiskt upp under uppvärmningsprocessen, så att kopparröret glödgas
Det är inte sträckt eller kollapsat i staten.
④ Funktion för kompensation för hastighetskompensation för tillbaka- och avlindning. Använd looperdetektering och beräkning av kompensationshastighet för tillbaka- och avlindning för att säkerställa att materialkorgen rullas tillbaka och av.
Utsläppshastigheten ändras med den linjära hastigheten för det glödgade kopparröret, och utsläppet är stabilt och uppsamlingen är balanserad.
https://songdaokeji.cn/13909.html
https://songdaokeji.cn/13890.html