
- 07
- Dec
کاپر ٹیوب انڈکشن مسلسل اینیلنگ پروڈکشن لائن کا حرارتی عمل
کاپر ٹیوب انڈکشن مسلسل اینیلنگ پروڈکشن لائن کا حرارتی عمل
مطلوبہ پاور سپلائی 400KW/6KHZ دو ہیٹنگ فرنس باڈیز کو بجلی فراہم کرنے کے لیے استعمال ہوتی ہے۔ دو ہیٹنگ فرنس باڈیز تانبے کے پائپوں کو گرم کرتی ہیں۔ ہر فرنس باڈی کے تانبے کے پائپوں پر درجہ حرارت میں تیزی سے اضافہ کرنے کے بعد، ایک مختصر حرارت کے تحفظ کے عمل کے بعد، یہ عمل ہے کوئی حرارتی عمل نہیں ہوتا ہے، تاکہ تانبے کی ٹیوب کو اپنا سر نیچے ہونے سے روکا جا سکے اور اگلی انڈکشن میں داخل ہوتے وقت سیدھ میں نہ آ سکے۔ فرنس، پوزیشننگ کے لیے درمیان میں ایک مکینیکل رولر ڈیوائس ہے؛ تانبے کی ٹیوب کو گرم کرنے کے عمل کے آکسیکرن کو روکنے کے لیے، دو فرنس باڈیز اور گائیڈ پارٹس ایک میں نصب کیے جاتے ہیں، ایک مہر بند شیل میں، انریٹ گیس اس میں داخل کی جاتی ہے۔ ہر فرنس باڈی کی لمبائی 400MM ہے، مکینیکل رولر ڈیوائس اور فرنس باڈی کے درمیان فاصلہ ایک طرف 20MM ہے، اور فرنس باڈی کی کل لمبائی 800MM ہے۔ غور کریں کہ شیل جگہ کے کچھ حصے پر قابض ہے، حرارتی حصے کی کل لمبائی 1200MM ہونی چاہیے۔
دو فرنس باڈیز اور مکینیکل رولر ڈیوائس بیسز کا ایک سیٹ ایک ہی فرنس باڈی بیس پر لگایا گیا ہے۔ فرنس باڈی کا خول سخت تانبے کا کھوٹ ہے، جو بیک وقت حفاظتی گیس سیلنگ اور مقناطیسی شیلڈنگ فنکشن ادا کر سکتا ہے، تاکہ فریم، رولرس وغیرہ کو مقناطیسی فلوکس لیکیج انڈکشن سے گرم نہ کیا جائے۔ فرنس شیل کو الگ کرنے کے لیے ڈیزائن کیا گیا ہے، جو فرنس باڈی کی دیکھ بھال اور مکینیکل رولر ڈیوائس کو تبدیل کرنے کے لیے سہولت فراہم کرتا ہے۔
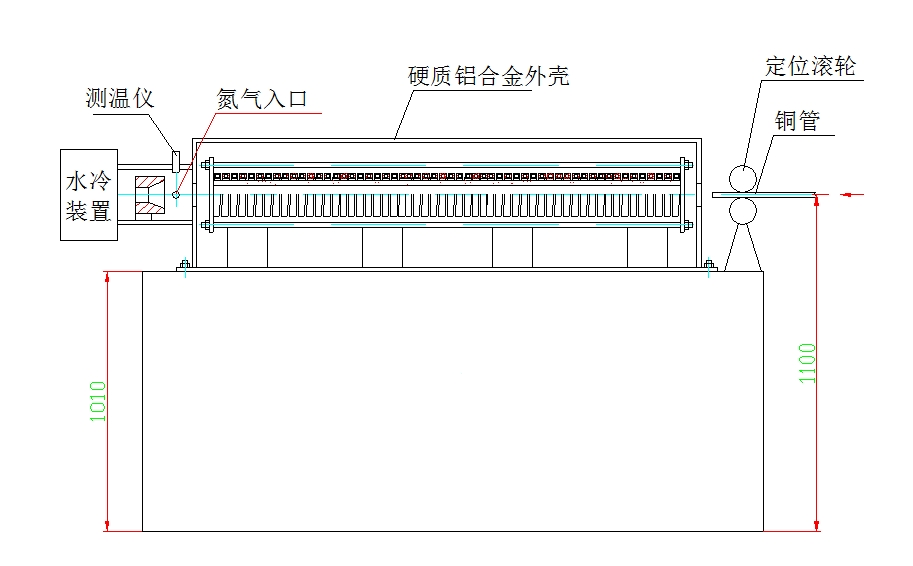
بھٹی کے جسم کے سامان کے حصے کا اسکیمیٹک خاکہ (شکل 1)
https://songdaokeji.cn/13909.html
https://songdaokeji.cn/13890.html