- 07
- Feb
Спосаб ўстаноўкі сігналізацыі індукцыйнай плавільнай печы
Спосаб ўстаноўкі сігналізацыі індукцыйнай плавільнай печы
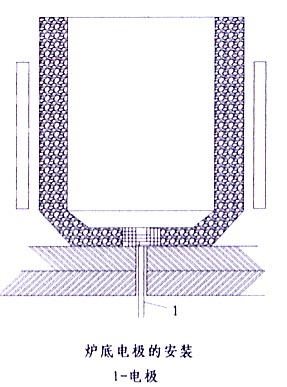
Ніжні электрод ст індукцыйная плавільнай печ вырабляецца з дроту з немагнітнай нержавеючай сталі φ1-2 мм, у агульнай складанасці 8-18 (у залежнасці ад памеру печы), як паказана на малюнку ніжэй. Дрот з нержавеючай сталі ўводзіцца праз невялікія адтуліны ў дне печы і цагляных стыках і размяшчаецца ў радыяльнай форме. Стыкі цэглы, праз якія праходзіць сталёвы дрот, павінны быць перакрыты і герметызаваны вогнетрывалым брудам. Дрот з нержавеючай сталі павінна мець дастатковую даўжыню. Пасля таго, як пласт кварцавага пяску ў ніжняй частцы печы завязаны, дрот з нержавеючай сталі можа агаліць пласт пяску на 10-20 мм. Адрэжце занадта доўгую частку і сагніце яе, каб аголеная частка і пласт кварцавага пяску былі паралельнымі. Такім чынам, калі тыгля падымаюць, можна забяспечыць добры кантакт паміж дротам з нержавеючай сталі і жалезным тыглем. Пасля расплаўлення жалезнага тыгля сталёвая дрот заўсёды знаходзіцца ў кантакце з вадкай фазай жалеза. Калі абліцоўванне печы адрамантавана, першапачатковы дрот з нержавеючай сталі можна знайсці ў неспеченном пласце дна печы, а дрот з нержавеючай сталі можна падоўжыць. Спосаб мантажу такі ж, як і вышэй. Драты з нержавеючай сталі, выцягнутыя з невялікіх адтулін у ніжняй частцы печы, павінны быць аб’яднаны ў адну ланцуг і пакрыты тэрмаўстойлівай фарфоравай трубкай, каб не дапусціць кантакту правадоў з нержавеючай сталі са сталёвай пласцінай дна печы і выклікаць кароткае замыканне на зямлю. Перад кожным плаўленням неабходна праверыць дрот з нержавеючай сталі ніжняга электрода, вадкі зарад і ўваходны канец прылады для кантролю таўшчыні сценкі футроўкі. Усе чатыры спасылкі павінны быць у добрым кантакце. Калі ёсць якія-небудзь непаладкі, іх неабходна адрамантаваць, перш чым можна будзе пачаць працу. Злучэнне паміж прыладай выяўлення і печы: ВЫХОД (-) ніжні зонд печы. OUT (+) падключаецца да меднага прутка (або ўбудаванага сталёвага дроту ў сценку печы), падлучанага да індукцыйнай шпулькі пасля падлучэння вонкавага індуктара (як паказана на малюнку ніжэй), і провад павінен быць падвойным. Шнур сілкавання падключаны да крыніцы сілкавання 220 В пераменнага току.