- 07
- Feb
İndüksiyon eritme fırını alarm cihazının kurulum yöntemi
İndüksiyon eritme fırını alarm cihazının kurulum yöntemi
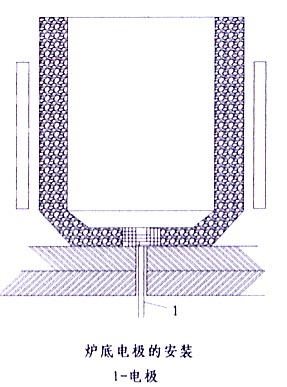
Alt elektrot indüksiyon eritme fırını φ1-2 mm manyetik olmayan paslanmaz çelik telden toplam 8-18 adet (fırın boyutuna bağlı olarak) aşağıdaki şekilde gösterildiği gibi yapılmıştır. Paslanmaz çelik tel, fırın tabanındaki küçük deliklerden ve tuğla derzlerinden geçirilir ve radyal bir şekilde düzenlenir. Çelik telin içinden geçtiği tuğla derzler bloke edilecek ve ateşe dayanıklı çamurla kapatılacaktır. Paslanmaz çelik tel yeterli uzunlukta olmalıdır. Fırının altındaki kuvars kum tabakası düğümlendikten sonra paslanmaz çelik tel kum tabakasını 10-20 mm kadar açığa çıkarabilir. Çok uzun kısmı kesin ve açıkta kalan kısmı ve kuvars kumu tabakasını yapmak için bükün Yüzeyler paraleldir. Bu sayede pota içeri çekilirken paslanmaz çelik tel ile demir pota arasında iyi bir temas sağlanabilir. Demir pota eritildikten sonra çelik tel her zaman demir sıvı fazı ile temas halindedir. Fırın astarı tamir edildiğinde, fırın tabanının sinterlenmemiş tabakasında orijinal paslanmaz çelik tel bulunabilir ve paslanmaz çelik tel uzatılabilir. Kurulum yöntemi yukarıdaki ile aynıdır. Fırın tabanındaki küçük deliklerden çekilen paslanmaz çelik teller, paslanmaz çelik tellerin fırın tabanı çelik levhası ile temas etmesini ve zeminde kısa devreye neden olmaması için tek tel halinde birleştirilip ısıya dayanıklı porselen boru ile kaplanmalıdır. Her eritmeden önce alt elektrot paslanmaz çelik teli, sıvı şarjını ve astar duvar kalınlığı kontrol cihazının giriş ucunu kontrol etmek gerekir. Dört bağlantının tümü iyi temas halinde olmalıdır. Herhangi bir sorun varsa, çalıştırılmadan önce onarılmalıdır. Tespit cihazı ile fırın arasındaki bağlantı: OUT (-) fırın altı probu. OUT (+), harici indüktör bağlandıktan sonra (aşağıdaki şekilde gösterildiği gibi) endüksiyon bobinine bağlanan bakır çubuğa (veya fırın duvarındaki gömülü çelik tel) bağlanır ve tel çift yalıtılmalıdır. Güç kablosu AC 220V güç kaynağına bağlıdır.