- 14
- Nov
छोटे व्यास स्टील पाइप के लिए उच्च आवृत्ति प्रेरण हीटिंग मुंह एनीलिंग
उच्च आवृत्ति प्रेरण हीटिंग मुंह annealing for small diameter steel pipes

छोटे व्यास के स्टील पाइप को ड्राइंग के बाद सख्त ठंड से गुजरना पड़ता है। अगली प्रक्रिया में मुंह बंद करने के लिए, छोटे व्यास वाले स्टील पाइप के मुंह को फिर से क्रिस्टलीकृत और एनील्ड किया जाना चाहिए। छोटे व्यास स्टील पाइप की सामग्री कम कार्बन स्टील है, दीवार की मोटाई 0.25 ~ 0.4 मिमी है, और एनीलिंग भाग की लंबाई 10 ~ 14 मिमी है, इसलिए उच्च आवृत्ति वर्तमान प्रेरण हीटिंग एनीलिंग का उपयोग किया जाता है। हीटिंग और एनीलिंग के लिए प्रतिरोध भट्ठी के पिछले उपयोग की तुलना में, उत्पादकता में 12 गुना से अधिक की वृद्धि हुई है, बिजली की खपत 60% -70% कम हो गई है, उत्पाद की गुणवत्ता में सुधार हुआ है, और अस्वीकृति दर 0.1% से कम हो गई है। प्रतिरोध भट्ठी का 0.02%, और ऑपरेशन सरल है। , काम करने की स्थिति में भी सुधार हुआ है।
1. उच्च आवृत्ति प्रेरण हीटिंग मुंह एनीलिंग का ताप समय:
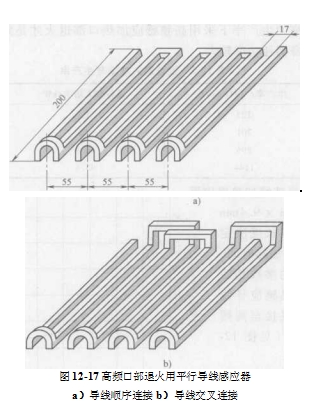
अनुक्रमिक हीटिंग का समय प्रारंभ करनेवाला की लंबाई और उस गति से निर्धारित होता है जिस पर छोटे व्यास का स्टील पाइप प्रारंभ करनेवाला से होकर गुजरता है। प्रयोग के माध्यम से, हीटिंग समय 6s की सीमा में समान प्रदर्शन प्राप्त कर सकता है, और यह 6-पंक्ति उच्च आवृत्ति एनीलिंग मशीन पर 8 ~ 8s है।
2. उच्च आवृत्ति प्रेरण हीटिंग मुंह एनीलिंग की बिजली खपत
पर्याप्त रूप से उच्च उत्पादकता पर उच्च आवृत्ति प्रेरण हीटिंग मुंह एनीलिंग का उपयोग करना लागत प्रभावी है। कारण यह है कि उच्च आवृत्ति वाला जनरेटर स्वयं बहुत अधिक बिजली की खपत करता है।