- 14
- Nov
Kichik diametrli po’lat quvurlar uchun yuqori chastotali indüksiyon isitish og’zini tavlash
Yuqori chastota induksion isitish og’zini tavlash kichik diametrli po’lat quvurlar uchun

Kichik diametrli po’lat quvur chizilganidan so’ng sovuq ish qattiqlashuvidan o’tadi. Keyingi jarayonda og’izni yopish uchun kichik diametrli po’lat quvurning og’zi qayta kristallanishi va tavlanishi kerak. Kichik diametrli po’lat quvurning materiali past karbonli po’latdir, devor qalinligi 0.25 ~ 0.4 mm va tavlanadigan qismning uzunligi 10 ~ 14 mm, shuning uchun yuqori chastotali oqim indüksiyon isitish tavlanishi qo’llaniladi. Isitish va tavlanish uchun qarshilik pechidan oldingi foydalanish bilan solishtirganda, unumdorlik 12 baravardan ko’proq oshdi, energiya iste’moli 60% -70% ga kamayadi, mahsulot sifati yaxshilanadi va rad etish darajasi 0.1% dan kamayadi. qarshilik pechining 0.02% gacha, va operatsiya oddiy. , Mehnat sharoitlari ham yaxshilandi.
1. Yuqori chastotali indüksiyon isitish og’zini tavlamaning isitish vaqti
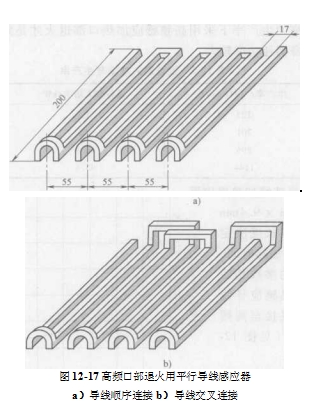
Ketma-ket isitish vaqti induktorning uzunligi va kichik diametrli po’lat quvur induktordan o’tish tezligi bilan belgilanadi. Tajriba orqali isitish vaqti 6 s oralig’ida bir xil ishlashga ega bo’lishi mumkin va 6 qatorli yuqori chastotali tavlama mashinasida 8 ~ 8 s.
2. Yuqori chastotali induksion isitish og’zini tavlashning quvvat sarfi
Etarlicha yuqori mahsuldorlikda yuqori chastotali induksion isitish og’zini tavlatishdan foydalanish tejamkor. Sababi, yuqori chastotali generatorning o’zi juda ko’p quvvat sarflaydi.