- 14
- Nov
सानो व्यास स्टिल पाइपहरूको लागि उच्च आवृत्ति इन्डक्शन तताउने मुख एनिलिङ
उच्च आवृत्ति इन्डक्शन तताउने मुख annealing सानो व्यास स्टील पाइप को लागी

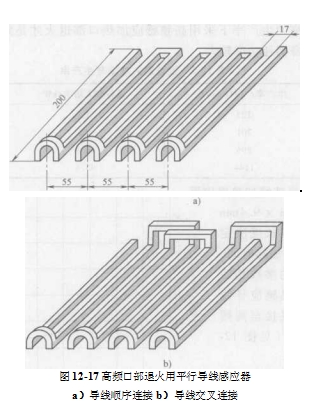
सानो-व्यासको स्टिल पाइपले चित्र बनाएपछि चिसो काम कडा पार्छ। अर्को प्रक्रियामा मुख बन्द गर्नको लागि, सानो-व्यासको स्टिल पाइपको मुख पुन: क्रिस्टलाइज र एनेल गरिएको हुनुपर्छ। सानो व्यास स्टील पाइप को सामग्री कम कार्बन स्टील छ, पर्खाल मोटाई 0.25 ~ 0.4mm छ, र annealing भाग को लम्बाइ 10 ~ 14mm छ, त्यसैले उच्च आवृत्ति वर्तमान प्रेरण तताउने annealing प्रयोग गरिन्छ। तताउने र एनेलिङको लागि प्रतिरोधी भट्टीको अघिल्लो प्रयोगको तुलनामा, उत्पादकता 12 गुणा भन्दा बढि बढेको छ, पावर खपत 60% -70% ले घटेको छ, उत्पादनको गुणस्तर सुधारिएको छ, र अस्वीकार दर 0.1% बाट घटाइएको छ। प्रतिरोध भट्टी को 0.02%, र सञ्चालन सरल छ। , काम गर्ने अवस्था पनि सुधारिएको छ।
1. उच्च फ्रिक्वेन्सी इन्डक्शन तताउने मुख annealing को तताउने समय
अनुक्रमिक तताउने समय इन्डक्टरको लम्बाइ र सानो व्यासको स्टिल पाइप इन्डक्टरबाट गुजर्ने गतिले निर्धारण गरिन्छ। प्रयोग मार्फत, तताउने समयले 6s को दायरामा समान प्रदर्शन प्राप्त गर्न सक्छ, र यो 6-पङ्क्ति उच्च आवृत्ति annealing मेसिनमा 8 ~ 8s छ।
2. उच्च आवृत्ति इन्डक्शन तताउने मुख annealing को शक्ति खपत
यो पर्याप्त उच्च उत्पादकता मा उच्च आवृत्ति इन्डक्शन तताउने मुख annealing प्रयोग गर्न लागत-प्रभावी छ। कारण यो हो कि उच्च-फ्रिक्वेन्सी जेनरेटर आफैले धेरै शक्ति खपत गर्दछ।