- 14
- Nov
Küçük çaplı çelik borular için yüksek frekanslı indüksiyonlu ısıtma ağzı tavlama
Yüksek frekans indüksiyon ısıtma ağız tavlama küçük çaplı çelik borular için

Küçük çaplı çelik boru, çekme işleminden sonra soğuk işlem sertleştirmesine tabi tutulur. Bir sonraki işlemde ağzı kapatmak için küçük çaplı çelik borunun ağzının yeniden kristalleştirilmesi ve tavlanması gerekir. Küçük çaplı çelik borunun malzemesi düşük karbonlu çeliktir, duvar kalınlığı 0.25 ~ 0.4 mm’dir ve tavlama parçasının uzunluğu 10 ~ 14 mm’dir, bu nedenle yüksek frekanslı akım indüksiyonlu ısıtma tavlaması kullanılır. Dirençli fırının ısıtma ve tavlama için önceki kullanımıyla karşılaştırıldığında, verimlilik 12 kattan fazla arttı, güç tüketimi %60 – %70 azaldı, ürün kalitesi iyileştirildi ve reddetme oranı %0.1’den düşürüldü. Direnç fırınının% 0.02’sine kadar ve işlem basittir. , Çalışma koşulları da iyileştirildi.
1. Yüksek frekanslı indüksiyon ısıtma ağzı tavlamanın ısıtma süresi
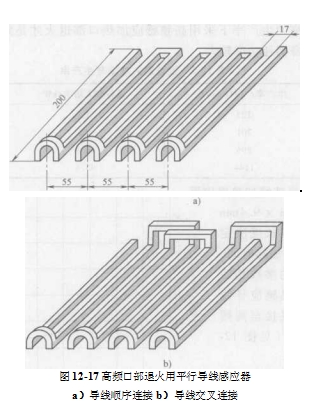
Sıralı ısıtma süresi, indüktörün uzunluğu ve küçük çaplı çelik borunun indüktörden geçme hızı ile belirlenir. Deney sayesinde, ısıtma süresi 6s aralığında aynı performansı elde edebilir ve 6 sıralı yüksek frekanslı tavlama makinesinde 8 ~ 8s’dir.
2. Yüksek frekanslı indüksiyonlu ısıtma ağzı tavlamanın güç tüketimi
Yeterince yüksek bir üretkenlikte yüksek frekanslı endüksiyonla ısıtma ağzı tavlaması kullanmak uygun maliyetlidir. Bunun nedeni, yüksek frekanslı jeneratörün kendisinin çok fazla güç tüketmesidir.