- 21
- Sep
ಸಣ್ಣ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಕೊಳವೆಗಳಿಗೆ ಹೆಚ್ಚಿನ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ಬಿಸಿ ಬಾಯಿ ಅನೆಲಿಂಗ್
ಸಣ್ಣ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಕೊಳವೆಗಳಿಗೆ ಹೆಚ್ಚಿನ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ಬಿಸಿ ಬಾಯಿ ಅನೆಲಿಂಗ್

ಸಣ್ಣ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಪೈಪ್ ರೇಖಾಚಿತ್ರದ ನಂತರ ಕೋಲ್ಡ್ ವರ್ಕ್ ಗಟ್ಟಿಯಾಗುವುದಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ. ಮುಂದಿನ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಾಯಿ ಮುಚ್ಚಲು, ಸಣ್ಣ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಪೈಪ್ ನ ಬಾಯಿಯನ್ನು ಪುನರ್ ಸ್ಥಾಪಿಸಬೇಕು ಮತ್ತು ಅನೆಲ್ ಮಾಡಬೇಕು. ಸಣ್ಣ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಪೈಪ್ನ ವಸ್ತುವು ಕಡಿಮೆ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್, ಗೋಡೆಯ ದಪ್ಪವು 0.25 ~ 0.4 ಮಿಮೀ, ಮತ್ತು ಅನೆಲಿಂಗ್ ಭಾಗದ ಉದ್ದವು 10 ~ 14 ಮಿಮೀ, ಆದ್ದರಿಂದ ಹೆಚ್ಚಿನ ಆವರ್ತನದ ಪ್ರಸ್ತುತ ಇಂಡಕ್ಷನ್ ಹೀಟಿಂಗ್ ಅನೆಲಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ತಾಪನ ಮತ್ತು ಅನೀಲಿಂಗ್ಗಾಗಿ ಹಿಂದಿನ ಪ್ರತಿರೋಧ ಕುಲುಮೆಯ ಬಳಕೆಯೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ಉತ್ಪಾದಕತೆಯು 12 ಪಟ್ಟು ಹೆಚ್ಚಾಗಿದೆ, ವಿದ್ಯುತ್ ಬಳಕೆ 60% -70% ರಷ್ಟು ಕಡಿಮೆಯಾಗಿದೆ, ಉತ್ಪನ್ನದ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸಲಾಗಿದೆ ಮತ್ತು ನಿರಾಕರಣೆಯ ದರವನ್ನು 0.1% ರಿಂದ ಕಡಿಮೆ ಮಾಡಲಾಗಿದೆ ಪ್ರತಿರೋಧ ಕುಲುಮೆಯ 0.02%ಗೆ, ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯು ಸರಳವಾಗಿದೆ. , ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಸಹ ಸುಧಾರಿಸಲಾಗಿದೆ.
1. ಅಧಿಕ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ತಾಪನ ಸಮಯ ಬಾಯಿ ಅನೆಲಿಂಗ್
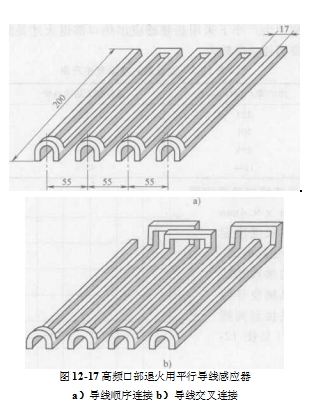
ಅನುಕ್ರಮ ತಾಪನದ ಸಮಯವನ್ನು ಇಂಡಕ್ಟರ್ನ ಉದ್ದ ಮತ್ತು ಸಣ್ಣ ವ್ಯಾಸದ ಉಕ್ಕಿನ ಪೈಪ್ ಇಂಡಕ್ಟರ್ ಮೂಲಕ ಹಾದುಹೋಗುವ ವೇಗದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಪ್ರಯೋಗದ ಮೂಲಕ, ತಾಪನ ಸಮಯವು 6s ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಅದೇ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಪಡೆಯಬಹುದು, ಮತ್ತು ಇದು 6-ಸಾಲು ಹೈ ಫ್ರೀಕ್ವೆನ್ಸಿ ಅನೀಲಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ 8 ~ 8 ಸೆ.
2. ಅಧಿಕ ಆವರ್ತನ ಇಂಡಕ್ಷನ್ ತಾಪನ ಬಾಯಿ ಅನೆಲಿಂಗ್ನ ವಿದ್ಯುತ್ ಬಳಕೆ
ಸಾಕಷ್ಟು ಅಧಿಕ ಉತ್ಪಾದಕತೆಯಲ್ಲಿ ಅಧಿಕ ಆವರ್ತನದ ಇಂಡಕ್ಷನ್ ತಾಪನ ಬಾಯಿ ಅನೆಲಿಂಗ್ ಅನ್ನು ಬಳಸುವುದು ವೆಚ್ಚ-ಪರಿಣಾಮಕಾರಿ. ಕಾರಣ ಅಧಿಕ ಆವರ್ತನ ಜನರೇಟರ್ ಸ್ವತಃ ಸಾಕಷ್ಟು ಶಕ್ತಿಯನ್ನು ಬಳಸುತ್ತದೆ.