- 21
- Sep
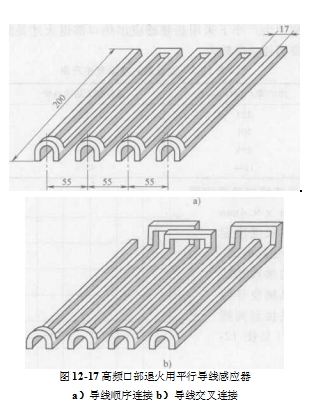
ਛੋਟੇ ਆਕਾਰ ਦੇ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ ਉੱਚ ਆਵਿਰਤੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਮੂੰਹ ਐਨੀਲਿੰਗ
ਛੋਟੇ ਆਕਾਰ ਦੇ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ ਉੱਚ ਆਵਿਰਤੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਮੂੰਹ ਐਨੀਲਿੰਗ

ਛੋਟੇ-ਵਿਆਸ ਦੇ ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਖਿੱਚਣ ਤੋਂ ਬਾਅਦ ਠੰਡੇ ਕੰਮ ਦੀ ਸਖਤਤਾ ਹੁੰਦੀ ਹੈ. ਅਗਲੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਮੂੰਹ ਨੂੰ ਬੰਦ ਕਰਨ ਲਈ, ਛੋਟੇ-ਵਿਆਸ ਦੇ ਸਟੀਲ ਪਾਈਪ ਦੇ ਮੂੰਹ ਨੂੰ ਮੁੜ-ਸਥਾਪਿਤ ਅਤੇ ਅਨਿਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਛੋਟੇ ਵਿਆਸ ਦੇ ਸਟੀਲ ਪਾਈਪ ਦੀ ਸਮਗਰੀ ਘੱਟ ਕਾਰਬਨ ਸਟੀਲ ਹੈ, ਕੰਧ ਦੀ ਮੋਟਾਈ 0.25 ~ 0.4 ਮਿਲੀਮੀਟਰ ਹੈ, ਅਤੇ ਐਨੀਲਿੰਗ ਹਿੱਸੇ ਦੀ ਲੰਬਾਈ 10 ~ 14 ਮਿਲੀਮੀਟਰ ਹੈ, ਇਸ ਲਈ ਉੱਚ-ਆਵਿਰਤੀ ਮੌਜੂਦਾ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਐਨੀਲਿੰਗ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਹੀਟਿੰਗ ਅਤੇ ਐਨੀਲਿੰਗ ਲਈ ਪ੍ਰਤੀਰੋਧ ਭੱਠੀ ਦੀ ਪਿਛਲੀ ਵਰਤੋਂ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਉਤਪਾਦਕਤਾ ਵਿੱਚ 12 ਗੁਣਾ ਤੋਂ ਵੱਧ ਦਾ ਵਾਧਾ ਹੋਇਆ ਹੈ, ਬਿਜਲੀ ਦੀ ਖਪਤ 60% -70% ਘੱਟ ਗਈ ਹੈ, ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੋਇਆ ਹੈ, ਅਤੇ ਅਸਵੀਕਾਰ ਕਰਨ ਦੀ ਦਰ 0.1% ਤੋਂ ਘਟਾ ਦਿੱਤੀ ਗਈ ਹੈ ਪ੍ਰਤੀਰੋਧ ਭੱਠੀ ਦਾ 0.02%, ਅਤੇ ਓਪਰੇਸ਼ਨ ਸਧਾਰਨ ਹੈ. , ਕੰਮ ਕਰਨ ਦੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਵੀ ਸੁਧਾਰ ਕੀਤਾ ਗਿਆ ਹੈ.
1. ਹਾਈ ਫ੍ਰੀਕੁਐਂਸੀ ਇੰਡਕਸ਼ਨ ਗਰਮ ਕਰਨ ਵਾਲਾ ਮੂੰਹ ਐਨੀਲਿੰਗ ਦਾ ਹੀਟਿੰਗ ਸਮਾਂ
ਕ੍ਰਮਵਾਰ ਹੀਟਿੰਗ ਦਾ ਸਮਾਂ ਇੰਡਕਟਰ ਦੀ ਲੰਬਾਈ ਅਤੇ ਗਤੀ ਦੇ ਨਾਲ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਿਸ ਤੇ ਛੋਟੇ ਵਿਆਸ ਵਾਲੀ ਸਟੀਲ ਪਾਈਪ ਇੰਡਕਟਰ ਦੁਆਰਾ ਲੰਘਦੀ ਹੈ. ਪ੍ਰਯੋਗ ਦੁਆਰਾ, ਹੀਟਿੰਗ ਸਮਾਂ 6s ਦੀ ਰੇਂਜ ਵਿੱਚ ਇੱਕੋ ਜਿਹੀ ਕਾਰਗੁਜ਼ਾਰੀ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦਾ ਹੈ, ਅਤੇ ਇਹ 6-ਕਤਾਰ ਉੱਚ ਫ੍ਰੀਕੁਐਂਸੀ ਐਨੀਲਿੰਗ ਮਸ਼ੀਨ ਤੇ 8 ~ 8s ਹੈ.
2. ਉੱਚ ਆਵਿਰਤੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਮੂੰਹ ਐਨੀਲਿੰਗ ਦੀ ਬਿਜਲੀ ਦੀ ਖਪਤ
ਕਾਫ਼ੀ ਉੱਚ ਉਤਪਾਦਕਤਾ ਤੇ ਉੱਚ-ਆਵਿਰਤੀ ਇੰਡਕਸ਼ਨ ਹੀਟਿੰਗ ਮੂੰਹ ਐਨੀਲਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਹੈ. ਕਾਰਨ ਇਹ ਹੈ ਕਿ ਉੱਚ-ਆਵਿਰਤੀ ਵਾਲਾ ਜਨਰੇਟਰ ਖੁਦ ਬਹੁਤ ਜ਼ਿਆਦਾ ਬਿਜਲੀ ਦੀ ਖਪਤ ਕਰਦਾ ਹੈ.