- 21
- Sep
Vysokofrekvenčné indukčné žhavenie v ústach pre oceľové rúry s malým priemerom
Vysokofrekvenčné indukčné žhavenie v ústach pre oceľové rúry s malým priemerom

Oceľová rúrka s malým priemerom prechádza po ťahaní kalením za studena. Aby sa v ďalšom procese zatvorilo ústie, musí sa ústi oceľovej rúrky malého priemeru rekryštalizovať a žíhať. Materiál oceľovej rúry s malým priemerom je nízkouhlíková oceľ, hrúbka steny je 0.25 ~ 0.4 mm a dĺžka žíhacieho dielu je 10 ~ 14 mm, preto sa používa vysokofrekvenčné prúdové indukčné vykurovacie žíhanie. V porovnaní s predchádzajúcim používaním odporovej pece na vykurovanie a žíhanie sa produktivita zvýši viac ako 12 -krát, spotreba energie sa zníži o 60% až 70%, zlepší sa kvalita produktu a miera odmietnutia sa zníži z 0.1%. odporovej pece na 0.02%a operácia je jednoduchá. , Zlepšili sa aj pracovné podmienky.
1. Doba zahrievania vysokofrekvenčného indukčného žhavenia v ústach
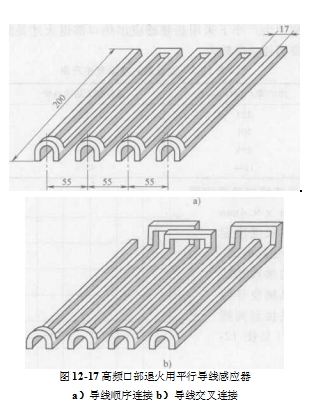
Čas sekvenčného zahrievania je určený dĺžkou induktora a rýchlosťou, ktorou oceľová rúrka malého priemeru prechádza induktorom. Prostredníctvom experimentu môže čas zahrievania dosiahnuť rovnaký výkon v rozsahu 6 s a na 6-radovom vysokofrekvenčnom žíhacom stroji je 8 ~ 8 s.
2. Spotreba energie vysokofrekvenčného indukčného žhavenia v ústach
Je nákladovo efektívne používať vysokofrekvenčné indukčné žíhanie v ústach s dostatočne vysokou produktivitou. Dôvodom je, že samotný vysokofrekvenčný generátor spotrebúva veľa energie.