- 21
- Sep
Високофреквентно индукционо грејање усијаног грејања за челичне цеви малог пречника
Високофреквентно индукционо грејање усијаног грејања за челичне цеви малог пречника

Челична цев малог пречника подвргава се хладном радном стврдњавању након извлачења. Да би се у следећем поступку затворила уста, уста челичне цеви малог пречника морају се поново кристализовати и опалити. Материјал челичне цеви малог пречника је челик са ниским угљеником, дебљина зида је 0.25 ~ 0.4 мм, а дужина жарећег дела је 10 ~ 14 мм, па се користи високофреквентно индукционо загревање са јаким загревањем. У поређењу са претходном употребом отпорне пећи за грејање и жарење, продуктивност се повећава за више од 12 пута, потрошња енергије се смањује за 60% -70%, побољшава се квалитет производа, а стопа одбацивања се смањује са 0.1% отпорне пећи на 0.02%, а рад је једноставан. , Побољшани су и услови рада.
1. Време загревања високофреквентног индукционог загревања жарења уста
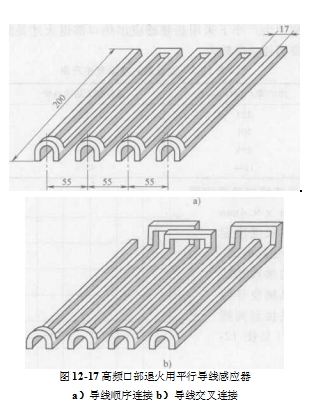
Време узастопног загревања одређено је дужином индуктора и брзином којом челична цев малог пречника пролази кроз индуктор. Кроз експеримент, време загревања може постићи исте перформансе у распону од 6с, а оно је 6 ~ 8с на 8-редовој машини за високофреквентно жарење.
2. Потрошња енергије високофреквентног индукционог загревања усног жарења
Исплативо је користити високофреквентно индукционо загревање уста при довољно високој продуктивности. Разлог је тај што сам високофреквентни генератор троши много енергије.