- 21
- Sep
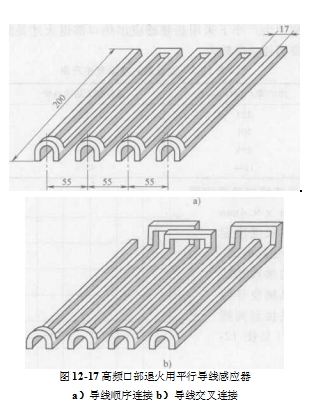
කුඩා විෂ්කම්භයකින් යුත් වානේ පයිප්ප සඳහා ඉහළ සංඛ්යාත ප්රේරණය තාපන මුඛය සවි කිරීම
කුඩා විෂ්කම්භයකින් යුත් වානේ පයිප්ප සඳහා ඉහළ සංඛ්යාත ප්රේරණය තාපන මුඛය සවි කිරීම

කුඩා විෂ්කම්භයෙන් යුත් වානේ නළය ඇඳීමෙන් පසු සීතල වැඩ දැඩි කරයි. මීලඟ ක්රියාවලියේදී මුඛය වසා දැමීම සඳහා කුඩා විෂ්කම්භයෙන් යුත් වානේ පයිප්පයේ මුඛය නැවත ප්රතිස්ථාපනය කර සවි කළ යුතුය. කුඩා විෂ්කම්භයකින් යුත් වානේ පයිප්පයේ ද්රව්යය අඩු කාබන් වානේ, බිත්ති ඝණකම 0.25 ~ 0.4 මි.මී., සහ ඇනීමේ කොටසෙහි දිග 10 ~ 14 මි.මී., එබැවින් අධි-සංඛ්යාත ධාරා ප්රේරණ තාපන ඇනීම භාවිතා කෙරේ. කලින් රත් කිරීම සහ ඇනීම සඳහා ප්රතිරෝධක උදුන භාවිතා කිරීම හා සසඳන විට ඵලදායිතාව 12 ගුණයකටත් වඩා වැඩි වන අතර බලශක්ති පරිභෝජනය 60% -70% කින් අඩු වේ, නිෂ්පාදන වල ගුණාත්මක භාවය වැඩි වන අතර ප්රතික්ෂේප කිරීමේ අනුපාතය 0.1% කින් අඩු කෙරේ. ප්රතිරෝධක උදුන 0.02%දක්වා වන අතර ක්රියාත්මක වීම සරල ය. , සේවා කොන්දේසි ද වැඩි දියුණු කර ඇත.
1. ඉහළ සංඛ්යාත ප්රේරණයක තාපන කාලය, මුඛ ඇනීම
අනුක්රමික තාපන කාලය තීරණය වන්නේ ප්රේරකයේ දිග සහ කුඩා විෂ්කම්භයෙන් යුත් වානේ නළය ප්රේරකය හරහා ගමන් කරන වේගය අනුව ය. අත්හදා බැලීම තුළින්, තාපන කාලය මඟින් තත්පර 6 ක පරාසයකදී එකම කාර්ය සාධනය ලබා ගත හැකි අතර, පේළි 6 ක ඉහළ සංඛ්යාත ඇනීමේ යන්ත්රයේ එය 8 ~ 8 කි.
2. ඉහළ සංඛ්යාත ප්රේරණ තාපන මුඛ ඇනීමෙහි බල පරිභෝජනය
ප්රමාණවත් තරම් ඉහළ ඵලදායිතාවයකින් ඉහළ සංඛ්යාත ප්රේරණ තාපන මුඛයෙන් ඇනීම භාවිතා කිරීම ලාභදායී වේ. හේතුව නම් අධි සංඛ්යාත උත්පාදක යන්ත්රයම විශාල බලයක් පරිභෝජනය කරන බැවිනි.